|
|
形状1 u# u$ m7 \: ^; e/ f# i# K: X
切屑类型(根据切屑形成机理分类)5 E6 e8 g- g% r3 I3 I% W
1)带状切屑:切削塑性较高的材料,当切削速度较高,进给量较小,切削深度较小,前角较大的时候比较容易形成。
( A" e3 D0 o4 [" X2)挤裂切屑:低速切削钢或切削黄铜,在形成带状切屑的情况下,降低切削速度,提高进给量,提高切削深度,减少前角的时候可0 |6 h$ R5 k: n6 Y
能会形成。
9 c/ a$ m! {/ n, p; }9 k3)单元切屑:很低速切削钢或切削铅,在形成挤裂切屑的情况下,降低切削速度,提高进给量,提高切削深度,减少前角的时候可能会形成。
( s$ }- d$ v6 C( \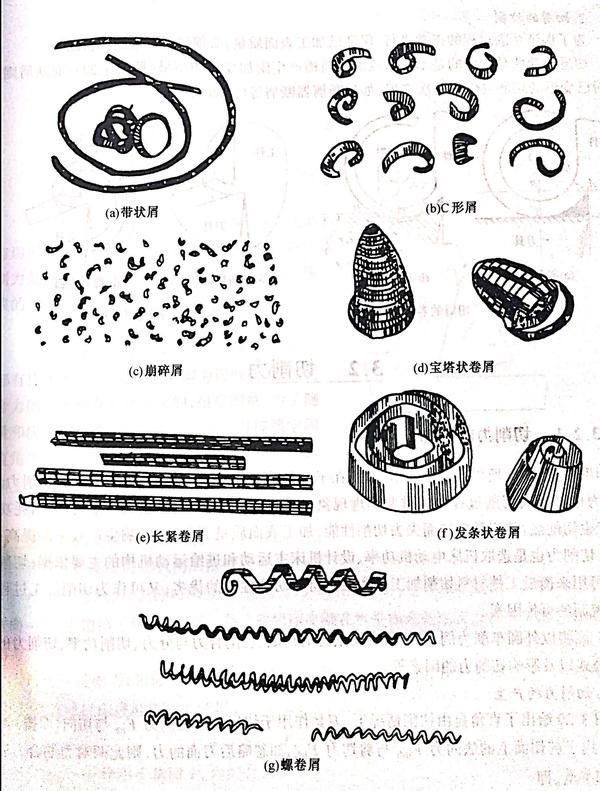 3 b+ T4 R) A6 ~" p) Q! O1 L: d4 H 3 b+ T4 R) A6 ~" p) Q! O1 L: d4 H
颜色% t7 \& Y1 b% V
切屑表面会形成一层氧化物薄膜(四氧化三铁为主)其颜色一般会随着温度变化而变化,银白色的切屑一半在200度左右,深蓝色的在600度左右。" r$ K( s2 K- ?2 [: S2 {
具体的对照表没有找到,这是一个铣削的对照表,# X8 l! x& K6 c$ g
, W# p/ n% V9 ]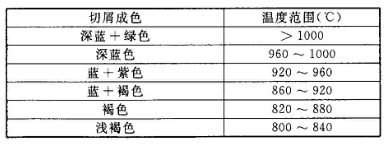 大概和这个类似,具体的对照表和刀具材料,切削材料,切削液有关。 大概和这个类似,具体的对照表和刀具材料,切削材料,切削液有关。
, k9 e7 ~4 _: Z% Y5 f
. f1 t/ ]1 E+ b3 x转自知乎! B: b5 m& X$ L2 s( }( t
- @, H4 o9 n/ M. U! O
u; ]- q; r% A% l0 Q
; S! \0 k& G b5 E4 c* z6 \, T# S. `
; y$ `' G& g: Q1 d$ C; _, V0 D& N |
|

 发表于 2017-4-28 16:14:09
发表于 2017-4-28 16:14:09