|
|
这个设计公差是否合理?制造时总有超差问题存在 |
| ||
| ||
点评
QQ群,二五四一一二九八四,。。。。
| ||
| ||
| ||
点评
学好公差就好了了,这些东西听着名称洋气点,其实不是新东西。像上面说的就是我们经常用的分类选配的方法,做批量装配,装配精度高时都用到的。
| ||
| ||
| ||
Archiver|手机版|小黑屋|机械社区 ( 京ICP备10217105号-1,京ICP证050210号,浙公网安备33038202004372号 )
GMT+8, 2025-9-17 18:29 , Processed in 0.071882 second(s), 19 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.

 发表于 2018-10-15 11:42:15
发表于 2018-10-15 11:42:15
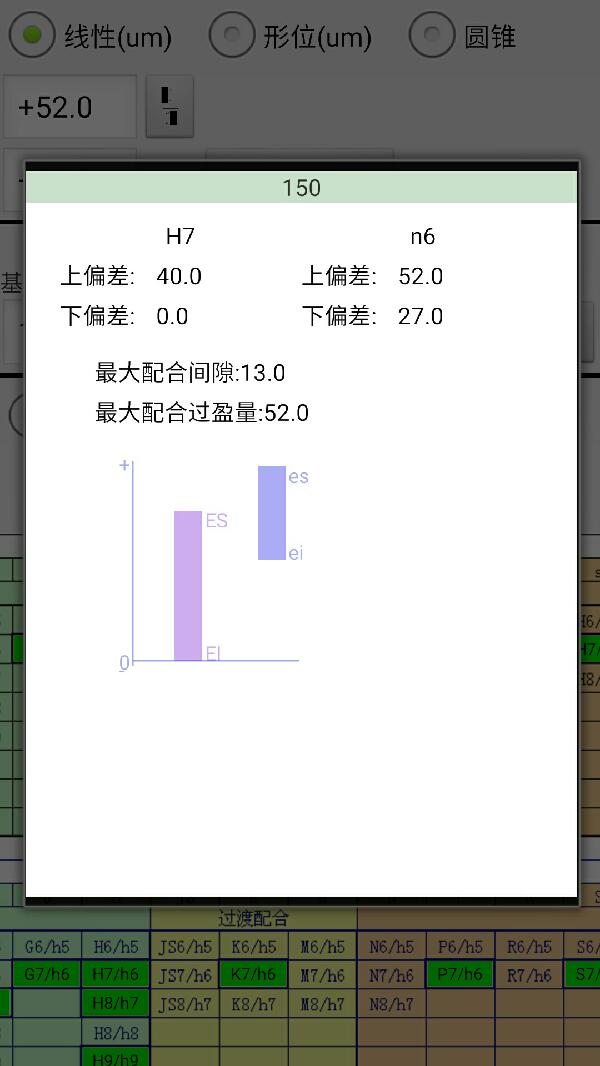
 机械公差安卓版版,各种公差查询图文输出。。。各大市场下载或QQ群
机械公差安卓版版,各种公差查询图文输出。。。各大市场下载或QQ群