|
|
首先要感谢大家的指点,不是我不想回复大家,实在是回复和点评功能在APp版本上无法使用的,点评和回复是看不到的,所以很抱歉我没能回复大家的热情回答 不知道大家用的是手机版还是电脑版社区论坛,有用手机版的交流执正下 手机社区APp得点评和回复功能为啥看不到" N" a2 F+ K2 d, @0 @2 {2 e
1.第一张1 j4 C' r7 _8 w# `; d
1.1粗糙度有坛友回复不明白为什么标不去除材料加工3.2。这是因为购买过来的光轴不需要二次加工, 有经验的外协和采购直接购买成品使用,而不是自己加工。 我标不去除材料,你硬要自己加工我也没法子1 I* t" o x0 |6 q
1.2 直线度的争议最大 我是按手册来的没问题。按米思米的成品来也没问题。 有坛友觉得有问题是觉得细长轴难加工,就算难加工你也可以矫直啊。有同事一说304轴软你标0.05不行的,如果是45号镀铬轴可以。他说标个0.2. w9 D) p3 e4 u6 \5 D9 J
有个同事的看法 比较经典: 轴细长,已经没有挠变上的强度。所以给个0.5的直线度也没有关系,不标也没有关系,标与不标在非标自动化上没有绝对意义和讨论的必要。
: O, O I, q: l( @9 v4 L9 B 按我的看法从手册和米思米成品都是0.05,既然别人都在卖0.05的细长轴了,可以标。 你加工不到你可以矫直,也可以淘宝直接购买直线度好的光轴。 虽然这根轴加上负载以后肯定挠度变形超过0.05, 但不影响使用。 你弯曲了但是细长轴导向不会憋住。所以改标还是标,按手册标准来,按市场成品来。* B) K7 S7 [0 C. } q' E
1.3 轴的公差- `" o8 X4 t1 [, [( X) ]. R
我本来标的g6. 但领导说买的光轴不需要标了,我晕 米思米成品光轴有g6 h5 f8这三种公差光轴卖。 所以不标公差是不对的。采购给你买的不是g6你咋办?
X% }( L# S$ i9 _$ D! t0 e6 I( p 1.4 表面和热处理& q" x! x" v, U5 G9 F+ V
304的轴可以淬火处理干到HRC56 还可以表面镀硬格. 这都是我没想到的: 以前都是在45号轴上调质 镀铬。 有坛友分享下你的304轴淬火和镀硬格的经验
' F) i7 I$ P+ q0 ?2 k2. 第2张
( Q6 [: F: f6 l0 A 板上孔距公差。 孔的公差配合大家都熟悉,手册上也有。但孔与孔的距离公差怎么标呢; n/ b, W) z0 t7 ?1 m5 Y* i
我以前都是按照孔距的大小然后给个js7公差。 这个公差用数控中心加工没有问题。 我先前标的±0.01和±0.02我前领导(30年经验)说可以的。 我现领导给我改成了±0.05。 一般是不能这么改的,因为这里3个孔是装两根细长导向轴和一根细长丝杆,公差大了会影响导向,但因为细长304轴挠度大,所以不会憋住。所以领导改成了±0.05方便使用普通机床加工。* k- E! D2 v) H1 }6 i4 [
一般不建议改成±0.05。有点过大。 坛友门说说你的经验。# P5 Z/ c* c3 |( |8 N+ P. w
3. 第3张
8 W% p! x& l$ ~# b 8要不要给公差。 有的老师傅说不给公差8的外六角开口扳手卡不住,要用9的了。 有的老师傅说不给也没问题的,扳手都开口偏大7 |( P0 m8 Q7 a; Q& T
米思米8的扳手开口没有公差 ,就是尺寸8没有公差,6 X4 ~3 D+ f5 r. G' l
坛友门你们说8的扳手配这里能不能卡住
1 O* s1 ~3 o4 L/ e5 U' c, \* _ i4.第4张
+ |" g. ]( b; k$ Z5 P 板上焊螺母,领导的意思是两个零件所以剖面线方向要区分
- c% h+ E6 j% ^ c我的意思不需要区分剖面线,加焊接符号即可。 焊接好以后就是一个零件了,怎么能用剖面线区分呢?% t4 }: f) K5 ~8 Q
另外这个开孔8.5是没有必要的我觉得,
( ~6 l1 o% B! t$ t5.第5张
`5 m+ Z% v! }9 s. a* s 按手册来这个尺寸7级同轴度±0.02没问题,有老法师说太高了,标±0.05比较合适。甚至±0.1都可以,因为螺母有间隙的,所以丝杆部分的同轴度没有必要这么高,丝杆不是光轴。2 H1 Q+ R5 F4 c" v9 x; D2 v
6 e3 a' P- X) {6 X, G
/ ]1 B' j# W, @5 j5 r4 W% g+ i
: j/ t1 R) m1 Z* H
" W- @# O/ b8 g" n ?# L
' A) b2 g& {# U9 G* ?% [2 A纯手机手打累死了 还有坛友说我不回复大家帖子不交流的吗? 有的话找老鹰让他把手机APp版本升级,让回复和点评功能正常 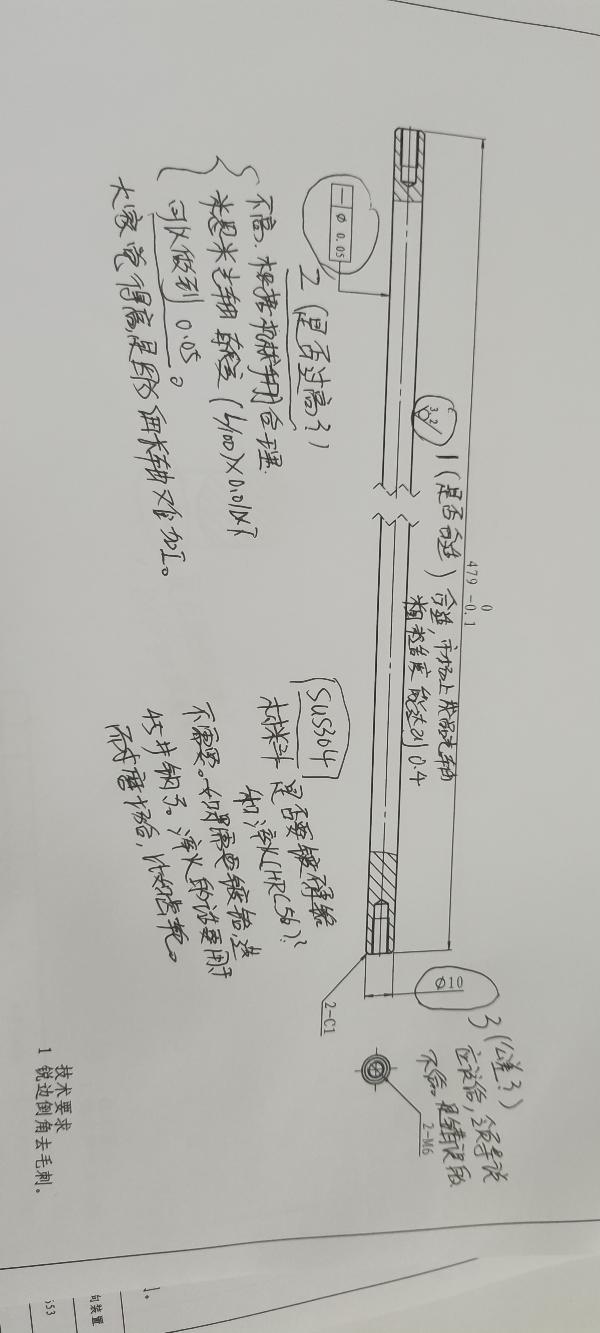 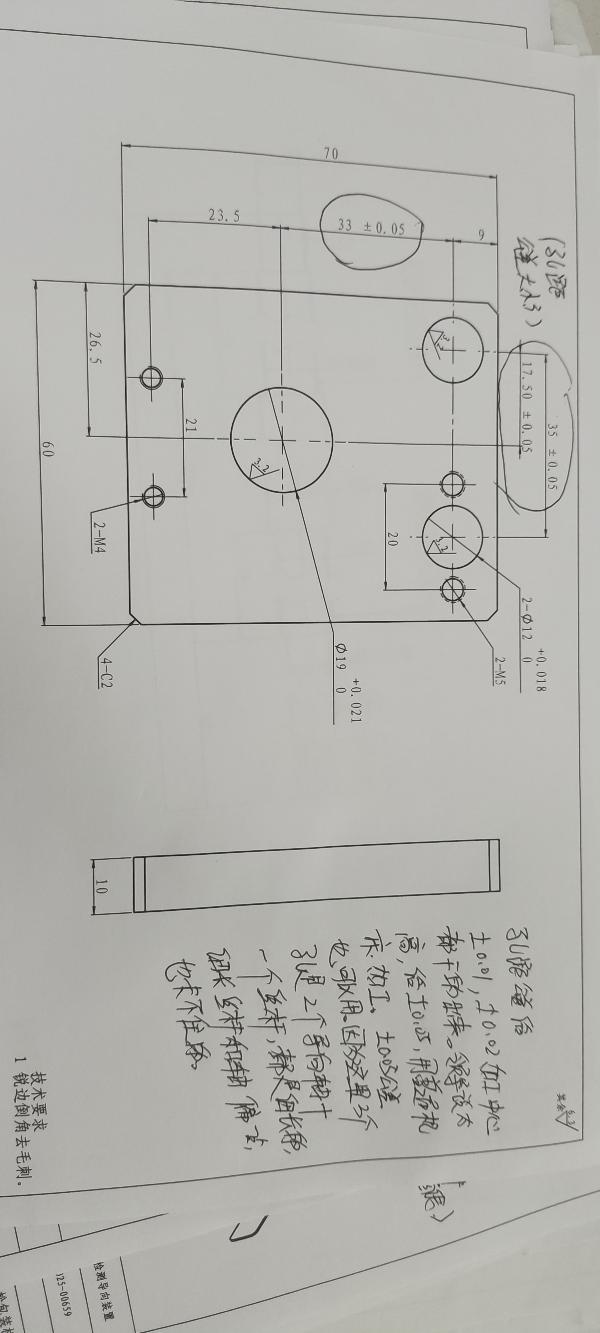 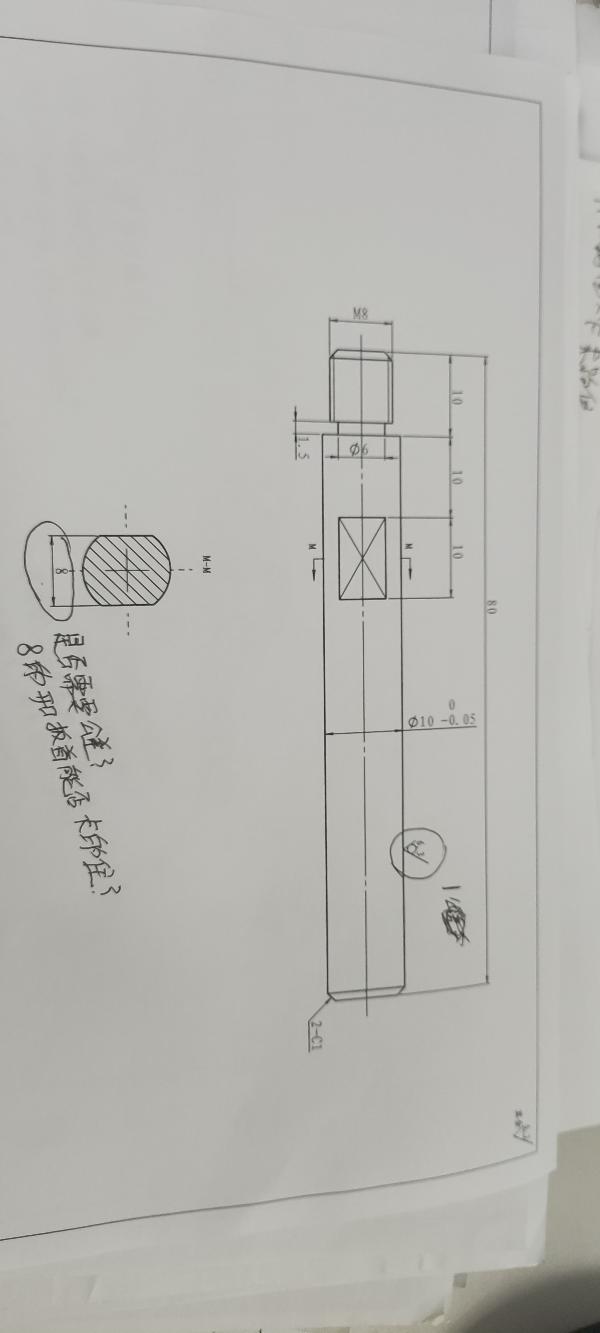 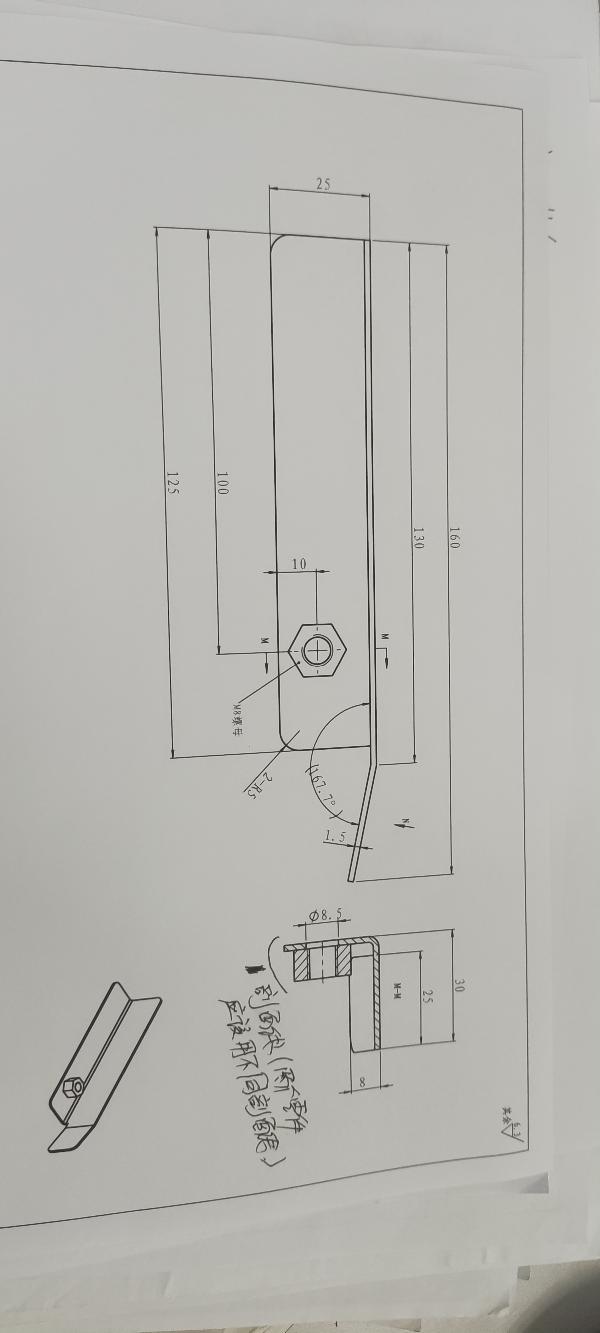 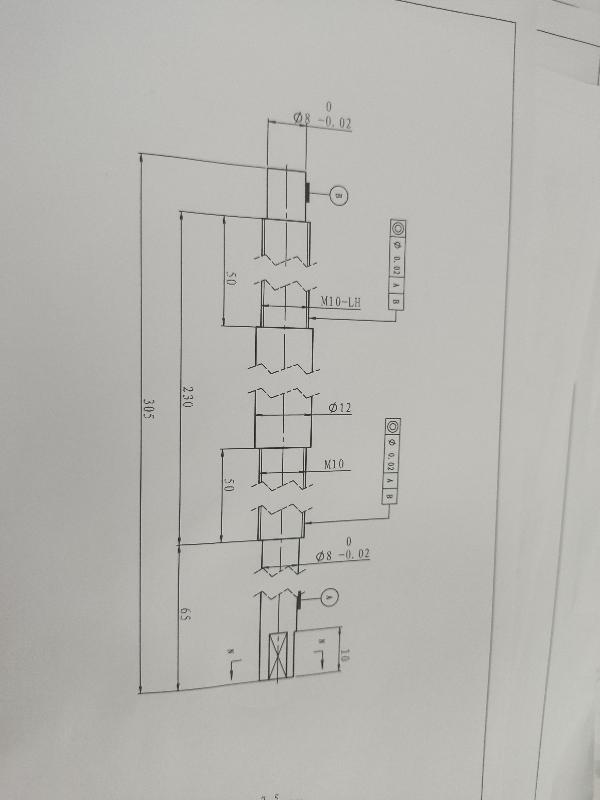 |
|

 发表于 2025-8-21 09:23:19
发表于 2025-8-21 09:23:19
 看完图,暂时治好了我的颈椎疼痛
看完图,暂时治好了我的颈椎疼痛