|
1480| 30
|
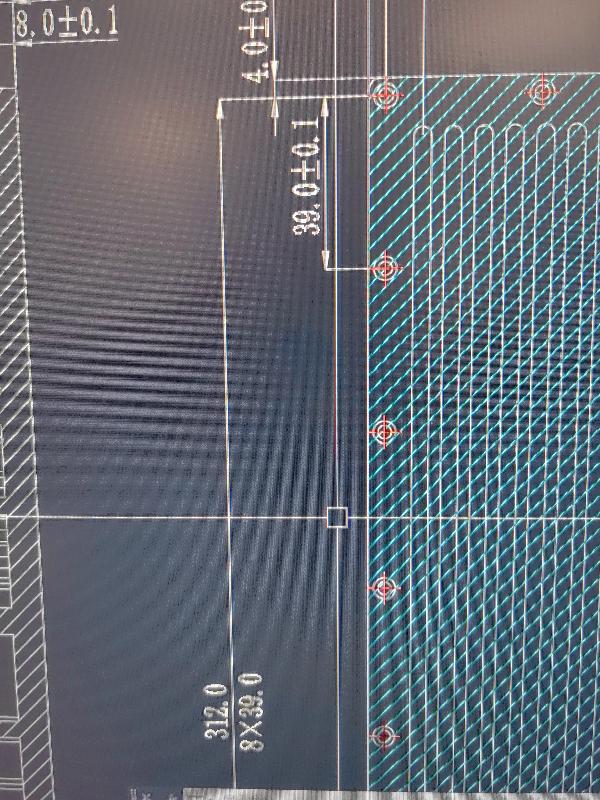
这种孔间距标注法规范吗 |
点评
我们学会计的老板都知道拿自由公差找设计的茬儿……
不标公差?划线打孔给你看!到时候怼你一句图纸没标,你吐血吧就
孔距不标公差,你为加工厂考虑,加工厂摆烂给你看。结果就是,你图纸没标啊
如果一块板孔位多 会用激光点孔 精度要求达不到要标公差的地步
记住孔位都不用标公差就对了
本身孔位比螺纹孔要大0.5-1mm 不需要精准定位
能详细说说吗大佬,孔距为什么不标注公差,不标公差盖板不是可能合不上吗?
| ||
|
| |
|
| |
点评
大佬,非常专业,感谢解答
| ||
点评
有,就是见得少,有些不知道在哪,所以在这问一下,一般给我标准都行,都会自己去找
| ||
点评
额…有点不明白,如果是这样标,312的公差不就是8个39的累计公差吗
| ||
| ||
|
| |
Archiver|手机版|小黑屋|机械社区 ( 京ICP备10217105号-1,京ICP证050210号,浙公网安备33038202004372号 )
GMT+8, 2025-10-20 21:35 , Processed in 0.078967 second(s), 19 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.

 发表于 2025-4-8 15:52:16
发表于 2025-4-8 15:52:16