本帖最后由 远祥 于 2018-10-9 21:25 编辑
5 Q+ V1 V: o. C# x
8 @1 W9 B. [$ Q9 G8 e大家可能觉得制造一个小小的弹簧会很容易,但事实是挺难。
1 l0 j: x+ E+ @$ D3 S2 a' `0 T▲八爪弹簧机
: ~$ m* V- ^! z ~4 _八爪弹簧机(又名万能弹簧机),是目前常用的一种具有多功能性的数控弹簧机设备。由于万能弹簧机的工作面板上有形似八个工位爪臂,在加工弹过程中利用爪臂间的辅助来完成,因此得名“八爪弹簧机”。
5 H6 d* O1 P" U; e3 {$ o8 {8 {# @: v$ `0 Z2 i' L- \, v
八爪弹簧机是在三轴的基础上不断发展起来的,即送线轴、凸轮轴和转芯轴,后结合转线功能和卷曲功能,逐渐形成四轴、五轴或多轴等万能弹簧机。 9 X, E1 p1 C7 C1 W6 A
( W$ x& y4 T- N. w, {2 `3 b' `八爪弹簧机的八个工位爪臂可正反向360度旋转,通过凸轮片的形状或角度来决定曲臂的先后工作顺序,再利用曲线规、折角器、撞刀或切刀等辅助工具来完成弹簧产品的加工。
0 f- d; G* w3 e: G( j: O9 F; x6 A `
八爪弹簧机一般由主机,控制系统,电机动力单元,辅助装置,附属设备组成。其中关键是控制系统,万能弹簧机由以前的电器控制的机械式发展到机电光一体化的数控电脑弹簧机械。 / s; W) L7 j) N/ L& c* Q+ ~7 @0 u
: U. U9 W; \; r/ \
八爪弹簧机的三大核心零部件,包括减速器、伺服马达和控制系统,这些目前基本都用的是国外的,而我们能做的是剩下的是机械臂的机械部分。为了方便各位理解,我们用人体来比喻,减速器就相当于人的关节、伺服马达就相当于肌肉、控制系统就相当于大脑,我们能做的机械臂的机械部分就相当于骨头。
9 Q( F; I( L7 t, c& y) w( d0 H% Q
3 |8 s J# u. \& ^所以小小的弹簧完全依靠纯国产弹簧设备制造出来,还是有一定难度的。
9 e* |3 W3 U6 D; t) \0 z▲弹簧机通指生产弹簧的机械设备,它是用于完成各种弹簧线材加工的机械部件
) X' r& s* L+ ]8 d
) }9 ^) t+ M* n! }; u+ u2 D0 i引领行业发展趋势的是无凸轮电脑弹簧机,无凸轮弹簧机以其调试方便,生产快速稳定,适合异形弹簧的生产等优势,越来越占领更多的市场份额。无凸轮弹簧机尤其以10轴或者12轴居多。 ) z9 [, t1 k3 a( @9 |2 h7 c' F5 G* V
▲弹簧机包括机机身、操作面板、进给机构、刀架(机械臂)、液压等机械部件;
; P# B6 S" g& _" \4 m, {0 D
弹簧机的控制部分是核心,它分为机械型的电气控制装置和数控型控制器装置,市场逐渐淘汰机械弹簧机,以数控型电脑弹簧机为发展趋势。
' q, U- l9 a6 W2 q1 H w" l6 l
4 ^) \6 s/ U9 M
/ x( o1 f2 ~ A# g弹簧的丰富和精密度的提高也对弹簧机的要求更高, 这时德国的WAFIOS,日本的ITAYA,MEC等企业凭借多年的技术积累,已经研发出各种数控的多款机型;+ R& x U0 N( J u
: y# G' @) |) O$ _& [0 y
8 _) h$ g5 B9 j$ j* n
日本的弹簧机设备则是凭借日本精密工业的发展开发出来了多款精密型的弹簧机可以做到线径0.03mm的弹簧产品,像我们心脏手术中常用的一款弹簧支架,高级原子笔等精密仪器仪表上的弹簧均可稳定快速生产。! [5 `6 s K. ~- A. B7 k
: G) ~0 I" O$ r: l* L
9 L: A1 ?" R) X弹簧基础知识4 r v% ~" t+ l+ x; v( o
▼ 弹簧是一种利用弹性来工作的机械零件。弹簧是机械和电子行业中广泛使用的一种弹性元件,弹簧在受载时能产生较大的弹性变形,并把机械功或动能转化为变形能,而在卸载后弹簧的变形消失并回复到原状,同时将变形能转化为机械功或动能。弹簧的载荷与变形之比称为弹簧刚度,刚度越大,则弹簧越硬。 " s) z. [4 m/ `7 P2 m
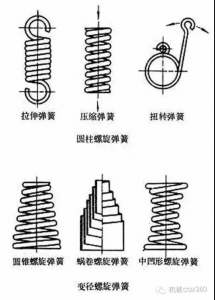
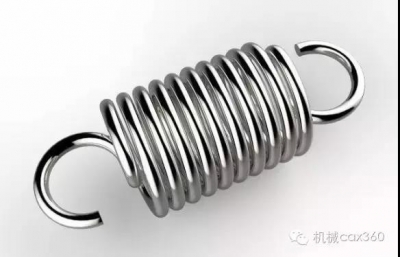
! ^' C7 s; M) E( r" @弹簧分类: 按受力性质弹簧分为:拉伸弹簧、压缩弹簧、扭转弹簧和弯曲弹簧。 + {0 I$ g- G% s& q7 k! g/ Z% V
2 L3 B1 j$ @+ V/ m5 s; V: F拉伸弹簧(简称拉簧)是承受轴向拉力的螺旋弹簧,拉伸弹簧一般都用圆截面材料制造。在不承受负荷时,拉伸弹簧的圈与圈之间一般都是并紧的没有间隙。
! Q! _# x% i1 ^+ t$ x' c! X; k; A! ~. e
压缩弹簧(简称压簧)是承受向压力的螺旋弹簧,它所用的材料截面多为圆形,也 有用矩形和多股钢萦卷制的,弹簧一般为等节距的,压缩弹簧的圈与圈之间有一定的间隙,当受到外载荷时弹簧收缩变形,储存形变能。
% |: i; v8 b5 S5 a6 {+ }! u* Q- U! J1 O5 X' t
扭转弹簧属于螺旋弹簧。扭转弹簧可以存储和释放角能量或者通过绕簧体中轴旋转力臂以静态固定某一装置。扭转弹簧的端部被固定到其他组件,当其他组件绕着弹簧中心旋转时,该弹簧将它们拉回初始位置,产生扭矩或旋转力。 1 [8 w1 {+ v* b
' T8 Y4 @* Q, d7 e
弹簧不到位及失效原因, ]: b u" |5 k' J# b; {* m
在实际工作中,我们常碰到弹簧不能把运动物体推到设定的位置,也就是说弹簧的计算自由长度变短了。其主要原因是没有作初压缩处理,就是把一根制造成的弹簧,用较大的力把它压缩到他的压缩高度或并紧高度(有必要的话),放开后不能恢复到他原来的自由长度的操作。其缩短量称为“初压缩量”。一般重复了3-6次压缩后,长度不再缩短,即弹簧“定位”。经初压缩后弹簧发生永久变形。
/ J& N7 R& y5 {5 j# q
. N$ ~! N* c7 Z* J2 ]! } w: i" M' h弹簧预防措施 在实际工作中,压簧即使受到超出材料弹性限以外的力,也应能维持它的工作长度。因此,成品簧的长度应等于弹簧的计算长度加初压缩量,可避免簧不到位,以免簧圈并紧时发生危险应力,导致弹簧示性线发生异常而不到位。成品簧在热处理过程中,特别是需经淬硬和回火工艺,一定要将工件横置(卧)在炉内,以防弹簧因自重作用而变短导致作业不到位。 ! c" e0 u( Q/ Y
| 
 发表于 2018-10-10 09:52:32
发表于 2018-10-10 09:52:32