|
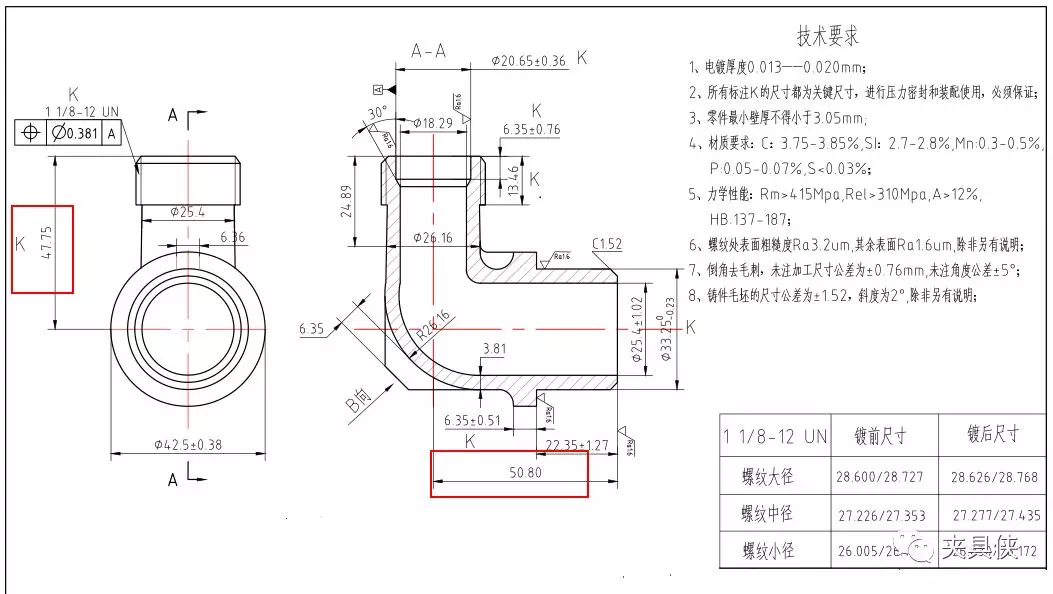
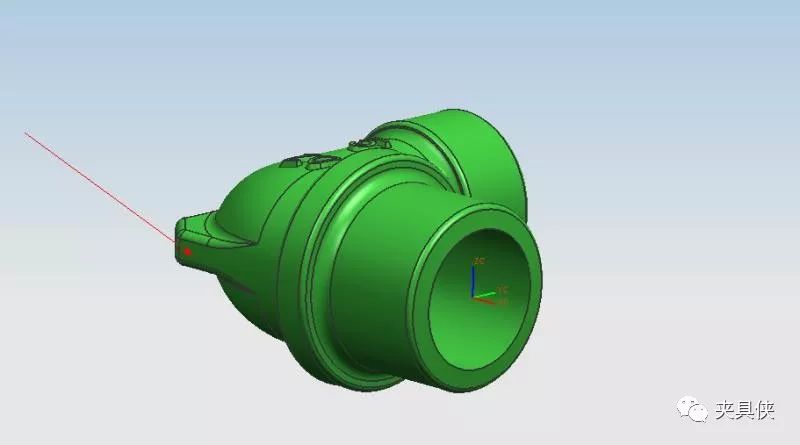
难题一:加工弯头车床夹具方案 具体工况 车箭头处的外圆和螺纹,批量不大。因为两次毛坯面装夹,掉头加工的。有2台做一头的圆柱,3台做螺纹的数车,现在就是中心距不稳,90度没办法保证。 思维碰撞 A : 第二个op可以用加工面定位。 B : 毛坯仅能一次定位,要么一次加工完成,要么就以已加工的做定位。 C:在加工螺纹的卡盘上加一个防转销子就好了,再在加工螺纹的卡盘上加一个套筒定位,用前序加工面定位。 话题主:我打算在加工螺纹的时候Z向定位用内孔套住已加工的圆柱,X方向直接用两爪夹住。 D:车螺纹的卡爪尽量用几个点接触。 E:用V型定位,没间隙应该可以保证。加工的内孔定位有间隙不理想,偏心可以配重,工件不大。 F:一序用内孔精定位,效果应该更好一些。 难题二:加工中心钻45通孔,40的材质,用什么方式好些? 具体工况 25深,粗加工,没有公差。试过暴力钻,机床刚性不行,打颤。 思维碰撞 A:U钻直接加工到尺寸。使用下图的切削参数,正常的BT40主轴应该都能满足要求,如果还加工不了,只能选小一些的U钻,然后用立铣刀扩孔 B:分两把U钻吧,减少切削余量。要么立钻粗加工,留余量加工中心做。45直接到位对机床刚性和刀片都是考验。 C:刚性不好,套料钻比较合适。 难题三:台钳使用中工件跑动 具体工况 普通用的台钳,活动块部分在装夹时用力夹紧产品过程中打好表的工件容易跑动,怎么能解决以保证夹紧时工件不动? 思维碰撞 A:造成上浮原因是缺少一个下拉力!对夹容易出现上浮现象!如果精度不高的话可以试着采取几种解决方式: 1.活动块底部做下个燕尾槽 2.把活动块拆下来线切割割出2°的斜面 3.减少接触面积 类似于斜柱后拉式卡盘的动作。 ' z u* p# M. k* r0 _
| 
 发表于 2018-2-6 14:04:12
发表于 2018-2-6 14:04:12