|
课题内容 1.真空力到底有多大?怎么算真空对工件的吸力(地球大气压有多强) 真空度是指处于真空状态下的气体稀薄程度。若所测设备内的压强低于大气压强,其压力测量需要真空表,从真空表所读得的数值称真空度。 
( l- V' z+ F" ^, _* i+ `图1 真空表"相对真空度"是指被测对象的压力与测量地点大气压的差值,用普通真空表测量。在没有真空的状态下(即常压时),表的初始值为0。当测量真空时,它的值介于0到-101.325KPa(一般用负数表示)之间。 4 }0 E# U# U3 J L* H9 c. h
简单的说,真空就是大气压的反作用力,作用力跟反作用力是相等的 。也就是说真空的吸力最大是负1公斤/每平方厘米。 . h3 ~) V7 ~5 b! n8 C
2:夹具设计的核心是:定位和夹紧 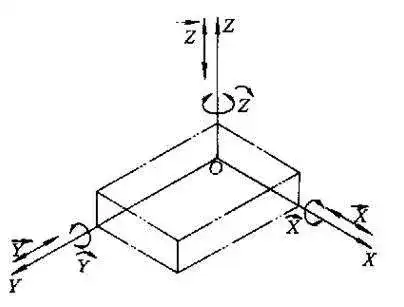
# `( |' S' O5 }6 X图2 六点定位六点定位的原理:一个物体在空间中有6个自由度,沿着xyz的方向移动和旋转。 ) V* k% {( B @/ N3 U5 C: h
定位又分为3种,完全定位、欠定位、过定位。 虎钳是一种欠定位的夹具,切削力过大会导致工件沿着X轴移动或者沿着Z轴移动。比如,攻丝循环的时候工件被抬起。磁盘和真空吸盘是一种欠定位的夹具,定位力完全靠摩擦力 。
0 I' }( e/ i! F( `真空吸盘上下的吸力很大,但是工件容易转动, 所以好的真空吸盘都注重摩擦力。 图3 真空吸盘从图3可以看到,一款好的真空吸盘需要有刻线来增大摩擦,还要定位销孔和螺丝孔形成矩阵。 : Y* d. ~; E9 e) [: r' @! l
3:通用型CNC真空吸盘的使用方法
- F8 I/ v2 w( L+ n8 s- n: \2 F
( W, C9 U& G: E- D( `/ g1 U
8 C) P2 z3 M `1 v A& O9 V
D/ x* H) |! e" ]* T0 F6 S" V8 T) c% x
# L4 {# T( \. l P
8 l( u+ Q: {2 W( ^+ Z0 X Q
/ B; m. b7 c. z& R4 O
% a- x5 |9 w6 [( K. M1 Z
/ E& h z6 K, D5 P' g# a
! d& t) L3 v+ j( I. [$ z7 t) [ k( E* V% }3 k G) m7 \( S- ?4 a
% C7 I. z8 W7 O8 T
& g, ]; {$ j0 C9 b: d+ _/ j
* R; r8 F- z6 x9 j: \- x6 \5 O
( l6 o+ W' `4 T& |
5 R3 `" q8 W/ X" }5 i# ]2 ~- A0 `
z, [: d3 }' E. h K' b( ]
8 y$ a3 j. w. s* W2 F5 N1 l
2 S4 B0 T+ T: i: m' r. L3 ?! D$ g* L1 a& C [" Y- o
/ ~/ f' K) q. q
8 W, Z) {/ |: V& r6 [
: B" o8 ^$ K1 s4 Y
通用型真空吸盘加工小工件时,底面留0.2,相互把持。 1 ?" c2 ~; o* u
4.通用型的CNC真空吸盘的类型 (1)保压型 保压型的CNC真空吸盘最大的特点是节能,但是保压型的真空吸盘都不能用于精密加工,因为精密加工都不用密封条。保压型的真空吸盘所使用的密封条都很粗,对工件张力很大,像1毫米厚的板子根本吸不平。 + h4 Q; z9 g' \! k
(2)不保压型 不保压型的耗能, 但是比保压型的真空吸盘吸得更紧。因为他一直维持最大真空度,没有保压范围。不保压型的真空吸盘比保压型的吸得更紧,因为他一直维持最大真空度,不用减去保压范围,一直维持最大吸力 。
" f( `4 ^. T/ h3 j9 _* I保压的真空吸盘又分为两种:真空泵保压、真空发生器保压的。
# l, L8 @: g2 q5:专用吸盘的设计 (1)首先要有定位:定位可以内孔、内槽、外形定位,尽量以精尺寸定位。 (2)根据零件的外形挖密封槽(高精密加工是不用密封条的,漏点真空有利于保证工件的精度。从这个意义上来说,不保压的真空吸盘更有优势。很多零件两面都要加工,第一面可以用通用吸盘。第二面可以利用第一面的精尺寸定位来做专用吸盘(大多的情况下都是挖个槽把零件放进去 吸紧即可) " `- @1 R% V. G8 }* e( j% V# T1 J
6:真空吸盘的密封 (1)用密封条 :各大手机厂都用的是2毫米的密封条(密封槽宽1.8 深1.8)密封条要柔软,表面要光滑,硅胶含量要高,要结实耐用。密封条的材质是硅胶发泡。 
! K% A6 d7 @# E图4 硅胶发泡圆条(2)不用密封条,主要用于精密加工,工件贴在吸盘上就可以。漏气不会很大,精密加工都不保压,但是要求抽真空的管子足够粗,精密加工都不保压。 8 R& U0 t8 i9 g J) v
7:怎么保证精度 (1)工件加工之前的状态最好是去过应力的状态,消除内应力。工件内应力智能热处理来解决。先回火再时效,深冷效果很好。 (2)工件底面一定要平,如果不平会被真空强行吸平。真空释放后会回弹(可以事先用胶水固定休整底面,502或者热熔胶) (3)不要用密封条,微量漏气有助于提高工件精度。做平行度、平面度要至少反复铣三次面才能达到效果。 (4)用SMC真空调节阀把真空度调到最小。 (5)把工件支撑起来,只吸几个点(根据工件的刚性吸4个点、5个点或者更多点)每个点0.5公斤的吸力就足够了,因为精加工的时候切削深度不会超过0.05,而且要用铝用的整体钨钢洗刀千万不要用盘刀。 6 f0 r* p7 \9 }4 K$ |& {
| 
 发表于 2017-11-23 11:26:19
发表于 2017-11-23 11:26:19
