一、加工中心基本编程指令G代码, W1 w+ o$ p5 W: A) B6 f0 m
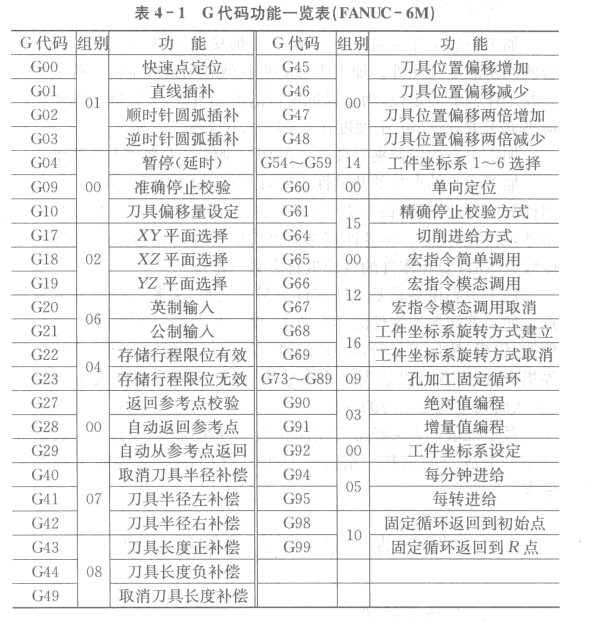
- i3 W# `- l$ a2 C( e. Y1 x$ W 准备功能也称G功能或G代码,加工中心数控系统为FAINUC -6M系统的G代码如表4一1所示。需要注意的是.当一个程序中指定了两个以上属于同级的G代码时,则仅最后一个被指令G代码有效;有固定指令程序段中,如果规定了01组中任何G代码,固定功能就被自动取消,系统处于G80状态,而且01组G代码不受任何固定循环G代码的影响。: p! v, g( d: f" Q& u
1 N2 ^5 O ?$ ]* T 二、加工中心基本编程指令辅助功能代码
' I, {9 T+ D9 b t; X* b5 r4 u- H: ]
, a, y. Z0 ~' o5 a" ?5 N 辅助功能代码是用地址字M及两位数字来表示的,主要用于机床加工操作时的工艺性指令.如主轴的启停、切削液的开关等。5 Z0 z4 v$ } J6 [2 h# L
5 q5 S* V4 d& S3 g. V (1)MO程序停止:MO实际上是一个暂停指令。当执行有MO指令的程序段后,主轴停转、进给停止、切削液关、程序停止。它像执行单个程序段操作一样,把状态信息全部保存起来。利用NC-START命令启动,可使机床继续运转。
$ S4 {; Y5 A/ N5 e" c& W5 a
0 Q9 [5 s% K. ^8 t6 ]) x (2)MI选择停止:该指令的作用和MO相似.但它必须是在预先按下操作面板上“任选停止”按钮的情况下。当执行完编有M1指令的程序段的其他指令后.才会停止执行程序.如果不按下“任选停止”按钮,M1指令无效,程序继续执行。
& W' g2 d# O# ~8 r
" u/ S/ |# d: r: R9 u" o (3) M2程序结束:该指令用于程序全部结束。执行该指令后,机床便停止自动运转、切削液关。该指令常用于机床复位。4 X5 _: `0 H0 w5 }. s2 U) q
0 s1 O: Y+ D, ~4 V8 F
(4) M3:主轴顺时针方向旋转。! E( T% p0 R- J" f* c! ^8 h& L
; v9 z2 Q" P \* r0 J0 f
(5) M4:主轴逆时针方向旋转。5 @. u6 `- P4 ~* u
2 ]% ~& O+ [" T! ?) S3 i0 {
(6) M5:主轴停止。
0 h/ \0 b8 R: f: O- K3 d + P4 ^$ g, M# Y* N, k5 y
(7) M6:换刀。6 \+ D; l' x% f I( j6 j6 i$ A
. [( |4 k& d8 k) q/ e (8) M7:切削液开。
" `: X; H* o4 G) K
# ~& Y3 G" J. b0 D8 q8 Y2 F0 G# d v (9) M9:切削液关。" s' J! B- j: S: O/ j
( a' Z. T/ U* S2 _2 I (10)M17:子程序结束。$ T* U: u" N& `0 q% Z3 d! Z) B
) [7 [5 p5 |5 N/ w0 @ U1 C
(11) M30:程序结束,类似M21 `$ U8 L! u7 L& H& e, K8 { @- t
. C* d; K) b" ~1 r. x, [
|

 发表于 2015-6-19 14:02:20
发表于 2015-6-19 14:02:20