本帖最后由 twq19810302 于 2023-8-19 11:25 编辑 : J* V t. p8 Z5 n
6 U, e5 ^# X* j$ O* z+ h8 s丝锥作为一种加工内螺纹的常用工具,按照形状可以分为螺旋槽丝锥、刃倾角丝锥、直槽丝锥和管用螺纹丝锥等,按照使用环境可以分为手用丝锥和机用丝锥,按照规格可以分为公制,美制,和英制丝锥等。丝锥也是在攻丝时采用的主流加工工具。那么丝锥该如何选用呢?今天分享给大家一份丝锥选用指南,帮助你选择合适的丝锥。
' g! A- w3 B' n& a4 F
. l! p, D" \/ |3 G丝锥分类
+ W% L5 {" U+ \: }1 m
' \* t0 u# h' A9 n1 Y7 G1切削丝锥
6 M$ y+ |; x3 p+ J' I; _- b) p/ }* `4 _
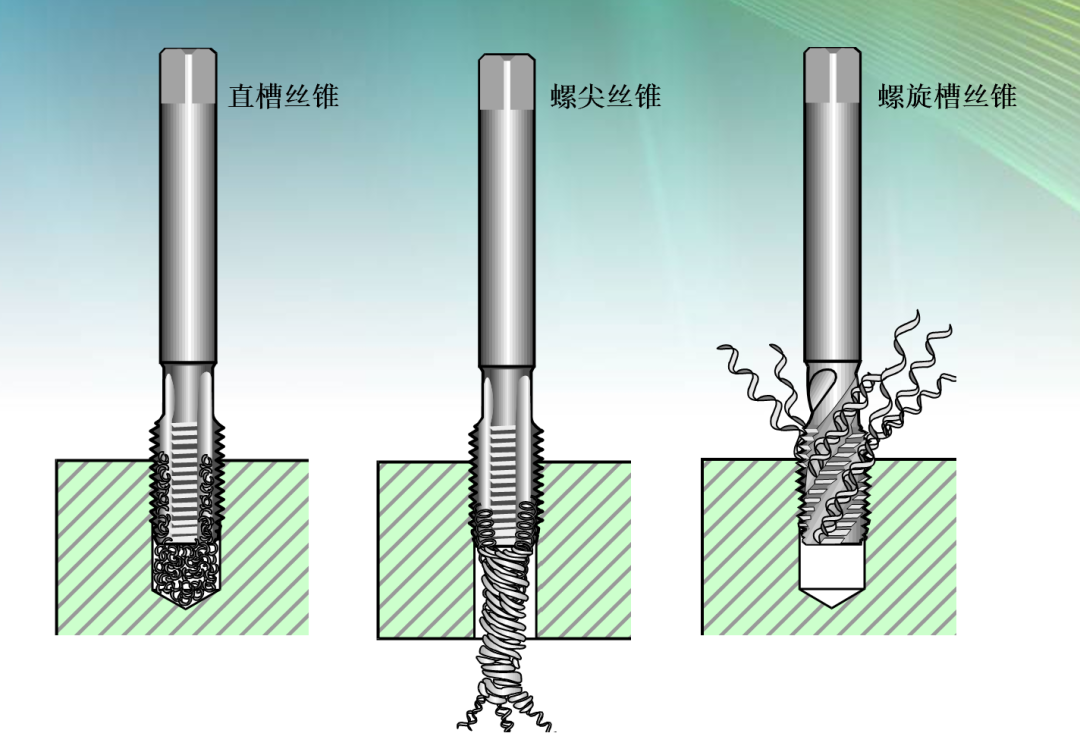
1、直槽丝锥:用于通孔及盲孔的加工,铁屑存在于丝锥槽中,加工的螺纹质量不高,更常用于短屑材料的加工,如灰铸铁等。; v( s) b1 i: e. H
) }3 w. L6 D- c o" _6 n2、螺旋槽丝锥:用于孔深小于等于3D的盲孔加工,铁屑顺着螺旋槽排出,螺纹表面质量高。
, X7 T9 Y5 s2 {. h- C
7 k& {3 T- c! ^# T2 [10~20°螺旋角丝锥可以加工螺纹深度小于等于2D;
0 w' L) R7 p; H( h0 G8 K$ X# Y0 Q
9 d& x2 V. v* K( w5 x28~40°螺旋角丝锥可以加工螺纹深度小于等于3D;$ W1 y6 n3 v! p6 E1 D; j
* y4 |, `$ H8 I" ?$ z5 |
50°螺旋角丝锥可以加工螺纹深度小于等于3.5D(特殊工况4D)。
* Q! L! \. M* }0 H- N" `0 R$ r# d5 ]4 C: Y- @3 U8 F Q
某些时候(硬材料,大牙距等),为了取得更好的齿尖强度,会选用螺旋槽丝锥加工通孔。$ }7 ^9 a" Z) {0 z: O+ @2 U
5 G' o4 ~, P4 C3、螺尖丝锥:通常只能用于通孔,长径比可达3D~3.5D,铁屑向下排出,切削扭矩小,被加工的螺纹表面质量高,也被称为刃倾角丝锥或先端丝锥。
1 X% z6 W) l; {: J6 Q- ~7 [; d. Q- ]) o0 n2 G: h* K9 M; I
切削时,需要保证全部切削部分攻穿,否则会出现崩齿。
2 n7 j: _- `: ]8 l# l1 L+ ^% d" T J0 _5 x( Q. r( \
 3 s {8 C% E; H$ |
s" W7 m9 h& o: X 3 s {8 C% E; H$ |
s" W7 m9 h& o: X
* a* f% v3 h& D6 Q# P7 Y
9 R9 y. R" S9 c可用于通孔及盲孔的加工,通过材料塑性变形形成牙型,只能用于加工塑性材料。
4 `: x3 q( u& k6 j4 }. P: N! ]. E' B) J2 {2 ~
其主要特点:, ~4 v* q& d4 \9 f( U% ~
$ P% K, w {) \# [% w6 }
1,利用工件的塑性变形加工螺纹;: g [- m' O N8 Z5 n% Z' T" Q+ r
! h/ \' k* A, J# n( ~2,丝锥的截面积大,强度高,不易折断;
$ V! d( G& L6 C2 X) |0 j& K1 k0 q. ^+ w0 _' O
3,切削速度可比切削丝锥高,生产率亦相应提高;; v3 j5 j9 o4 ]$ Q& ^8 n8 z
. i/ b, {/ `, U. C7 z8 P) S
4,由于是冷挤压加工,加工后的螺纹表面机械性能提高,表面粗糙度高,螺纹强度、耐磨性、耐腐蚀性提高;! q# w4 [. ^( U6 h
O5 T+ s: v; B0 z2 O; S5,无屑加工。
% x- }6 g3 s7 N+ }: D) [
) V; r S" O# x( k, m8 |1 k其不足是:, S+ K+ |4 a- m
' r T% a: L9 H% ~1,只能用于加工塑性材料;
3 f3 M/ l6 u. N5 c2 u D M3 U
' g' O# G$ C4 o- Z2 [+ z: g2,制造成本高。
% ]# W7 t4 j& v1 u' ?7 _# ]' A
7 Z5 o, M8 i& }2 \% C有两种结构形式:
7 O5 c9 T) W6 h* c$ G
, K" o6 P9 g# c1,无油槽挤压丝锥只用于盲孔立加的工况;
5 V! d8 E0 F3 S. Q0 ~1 P8 e7 g7 [7 }/ E7 ]- j
2,带油槽挤压丝锥适用于所有工况,但通常小直径丝锥因制造难度不设计油槽。
$ c% U' G; c+ I& i3 r0 I0 c1 ^ Q# O5 H- k; k8 A x- y( |5 L* w
 ; f4 ^# k; W% `7 x* j) z+ j0 W: T
: U# q, U7 i- ?
; f4 ^# k; W% `7 x* j) z+ j0 W: T
: U# q, U7 i- ?丝锥的结构参数
2 b- M* V4 [! y
( g) I3 @, G7 G3 I & ?% J; E5 V) `$ l3 s+ M
& l- m% u# Z* z$ s' f
& ?% J; E5 V) `$ l3 s+ M
& l- m% u# Z* z$ s' f
3 A9 B7 P/ L8 P& m1、总长:需注意某些需要特殊加长的工况' o2 D! X- `2 y% n; d; {
- }% a4 _" M/ L' ?2、槽长:通上& n, z0 H0 M0 d: e
' {2 T+ w+ E! F5 h, \8 L" J5 @6 O* ~
3、柄方:目前常见柄方标准有DIN(371/374/376), ANSI, JIS, ISO等,选用时需注意和攻丝刀柄的匹配关系! u2 i2 ]2 ~; b. b8 L
7 w: ?2 d# u0 y1 |9 I- R9 P) d2螺纹部分
2 p: y d; U% c! }
! J4 c+ K- f! N. o3 s% x1、精度:由具体的螺纹标准来选择,米制螺纹ISO1/2/3级等同于国标H1/2/3级,但需注意制造商内控标准。
9 M) L& b, O. I5 _$ Z# J3 [9 a$ C# C1 e* a9 S! k
2、切削锥:丝锥的切削部分,已形成部分固定模式,通常切削锥越长,丝锥的寿命越好。/ C7 X: q, O' k' A4 L+ @
' f% r! }; g8 l" u4 W( z4 G* w5 K ( w5 R q4 k% [3 @, r7 p
& Q6 w9 v* e3 { ( w5 R q4 k% [3 @, r7 p
& Q6 w9 v* e3 {
1 v0 u. S/ r2 P2 ~) V! e/ {+ i
3排屑槽
- e. \2 E# q, |9 g+ c6 n' D/ y+ x8 r# Z& N) v
1、槽型:影响铁屑成型及排出,通常为各制造商内部机密。: ^8 D( k* V/ M. V3 B6 A. [, P
J0 f! A9 i5 I/ [3 N8 I R2、前角、后角:增大时丝锥变锋利,可明显降低切削阻力,但齿尖强度及稳定性下降,后角即铲磨后角。
6 ~2 w. w4 C; D/ i, J3 y: h) X' ]
5 L3 }: H% u8 B( Y5 y3、槽数:槽数增加切削刃数增加,可有效提高丝锥寿命;但会压缩排屑空间,于排屑不利。
3 c' K2 w6 L( c
) l9 }4 |0 g+ E4 K8 c: C丝锥的材料4 S) u3 Q( S& [9 K( H+ d) e9 `
: T/ w8 n* P; n |/ r1、工具钢:多用于手用切牙丝锥,目前已经不常见。. z( g5 x& ], i! Y
& S0 V$ q4 c" Q* i5 z5 T
2、不含钴高速钢:目前大范围用作丝锥材料,如M2(W6Mo5Cr4V2, 6542),M3等,标记代号为HSS。
5 Y$ Q. ^8 ?8 F. d5 `
! w6 z6 B7 [; f z3、含钴高速钢:目前大范围用作丝锥材料,如M35,M42等,标记代号为HSS-E。# _3 \2 v# e& R: z0 A2 f
' h( f' b0 f* q2 M9 s0 v4、粉末冶金高速钢:用作高性能丝锥材料,性能较上两者大幅提升,各家厂家的命名方式也各有不同,标记代号为HSS-E-PM。
2 n. A5 O; ?& H) {* Y, T! A- R$ Y& k# T5 Z! h& T
5、硬质合金材料:通常选用超细颗粒,韧性好的牌号,主要用于制造直槽丝锥加工短屑材料,如灰铸铁,高硅铝等。
g' m8 T0 p' ^5 [( T/ j: h$ L3 H. u3 z
丝锥对材料的依赖性很大,选用好的材料可以进一步优化丝锥的结构参数,使之适用于高效,更苛刻的工况,同时兼备更高的寿命。目前大的丝锥制造商都有自己的材料厂或者材料配方,同时由于钴资源及价格的问题,新的不含钴高性能高速钢也已经问世。/ Y* m& x$ y2 T
# @9 L2 t1 L1 M/ J+ N丝锥的涂层2 n6 h# C9 `* C0 E5 l, L
' U" p# Y% f- i! g1、蒸汽氧化:丝锥放入高温水蒸气中,使之表面形成一层氧化膜,对冷却液吸附性好,能起到减小摩擦的作用,同时防止丝锥与被切削材料间的粘结,适用于加工软钢。6 ?9 j1 Q" f/ M* H8 ^9 o$ u3 ?: R* Z
* c2 d8 d9 G) ~. t9 y; w% r
2、氮化处理:丝锥表面渗氮,形成表面硬化层,适合加工铸铁,铸铝等对刀具磨损大的材料。. E: Y0 g; ]6 o) z6 p( w
2 @9 ^& }) B2 e+ r3、蒸汽+氮化:综合以上两者的优点。! ^, ]% l& s- R5 F6 b
4 U+ `% I# t( T8 Q* r3 t T4、TiN:金黄色涂层,有良好的涂层硬度及润滑性,并且涂层附着性能好,适用于加工大部分材料。
5 c- s: b, ~7 ^/ U- f5 F* v) w6 Z# h9 p) V0 h
5、TiCN:蓝灰色涂层,硬度约为3000HV,耐热性达400°C。* P) }3 } U* r& O2 e; s# e1 Z8 X7 J
" q. G0 `; t0 v, L6、TiN+TiCN:深黄色涂层,具有优良的涂层硬度及润滑性,适用于加工绝大部分材料。
. X9 s2 A, I* J+ H, y2 t L2 @" C- c+ v' ]( j
7、TiAlN:蓝灰色涂层,硬度3300HV,耐热性达900°C,可用于高速加工。4 z- S: U! N2 t! _0 z' D
E+ ]0 j( g' e# ] u1 i8、CrN:银灰色涂层,润滑性能优越,主要用于加工有色金属。
( ]( K& Q! c7 W1 a3 R0 o& s6 x/ W0 m2 }5 L! h5 d! Z# |
丝锥的涂层对丝锥性能的影响非常明显,不过目前多是制造商和涂层厂家单独配合研究专用涂层,如LMT的IQ,瓦尔特的THL等。
+ B6 H, k8 b; {8 U9 s4 l7 [& ?& Y1 k% D+ U: a, y
影响攻丝的要素
. R. T8 H# S2 {' y4 `; r( B $ n# k% [8 I0 o
 / P2 H2 d) A Y$ n+ g- A0 q( w0 i
Z* |/ ~6 x7 ^: b / P2 H2 d) A Y$ n+ g- A0 q( w0 i
Z* |/ ~6 x7 ^: b
; ^9 Z& p. S& g+ B
1、机床:可分为立式和卧式两种加工方式,对于攻丝,立式要优于卧式加工,卧式加工外冷时要考虑冷却是否充分。$ L6 Y/ `- W @! T% c3 |
6 ]; Y/ f( Z1 b' g6 m4 }; w: T
2、攻丝刀柄:攻丝建议选用专用攻丝刀柄,机床刚性,稳定性好的优先选用同步攻丝刀柄,相反尽可能选用带有轴向/径向补偿的柔性攻丝刀柄。除小直径丝锥(6 g _4 y# T# {( ^
8 C# ?) [8 m f* `2 d5 _+ N3、冷却条件:对于攻丝,特别是挤压丝锥,对冷却液的要求是润滑>冷却;实际使用时可依据机床条件调配(使用乳化液时,建议浓度大于10%)。/ |4 y- x( ?9 t2 _0 ^" \: l1 ?$ q
- G* ~1 B" ?1 D8 y' j/ d: p; ~+ l8 a
2被加工件) h9 r$ S; B7 `+ T& t
6 h; Y) I/ e% e. e& n
1、被加工件的材料及硬度:工件材料硬度要均匀,通常不建议用丝锥加工超过HRC42的工件。
; l( t; M e/ Y v0 p! ]
4 P" P3 f! Y% _5 m* [6 o; q2、攻丝底孔:底孔结构,选择合适的钻头;底孔尺寸精度;底孔孔壁质量。
. v7 F( ~% i* g2 z8 c9 q4 T9 X
0 z9 A0 D, H4 X3加工参数
2 ^, t) S; j7 c& K2 {/ ^; a* ?+ y$ Y# H7 y# A
1、转速:转速给定的依据是丝锥的种类,材料,被加工材料及硬度,攻丝设备的优劣等。
! ?4 Y2 X' ?) }& y, w, f/ |/ Y
' }% m! P4 M/ f! ]) h通常依据丝锥制造商给定的参数选用,在下列工况下必须降低转速:, c8 e4 X( a; y9 l0 E5 U$ q5 g
u* n+ _8 H' I: F4 W/ T1 P' `- 机床刚性差;丝锥跳动大;冷却不充分;
/ m. [: c8 b+ K O! a9 {4 R- S J$ a3 `% G+ W& k7 y
- 攻丝区域材质或硬度不均匀,如焊点;$ H7 N) a/ c/ O o% d* B
. O1 l; s i1 M* h! S9 o- \) d- 丝锥被加长,或者使用延长杆;
/ d7 V7 @" r9 s- N7 I
9 c6 D' a, A0 p4 O+ Z- 卧加,外冷;
# }2 T2 v" X# C: z8 n' r) M! V, d4 N! V& r* P6 r6 t3 h) U- q8 R
- 手工操作,如台钻,摇臂钻等;, \# t! n; N2 m% @
0 C N8 Q1 N1 y& k6 H7 r6 y4 S% ]) m
2、进给:刚性攻丝,进给=1个螺距/转。& T/ w( }) G) k( P# r" `: a8 M
6 i- O% _6 I7 l+ T7 G# ~9 |, L
柔性攻丝,且刀柄补偿变量足够的情况下:* W4 e4 D1 e/ A! }- ]- L: ^% P
- e' y) [! D- \$ D, @进给=(0.95-0.98)个螺距/转。5 b/ M& K2 X' s* ~! y! _" l# @
) R4 U$ B) A, q. q+ [" U
丝锥选用的几点提示
! t9 b! a$ q3 e
$ M2 `1 _$ E/ P7 v- C1不同精度等级丝锥的公差; k& ?) L0 a0 ]; p5 p
0 M/ P2 C3 p3 @& U# p2 l% P4 G
3 `7 Q6 e. f+ d! h& w @! q& d. u u$ U( S2 U
, h8 H+ w8 V' W: p @! q& d. u u$ U( S2 U
, h8 H+ w8 V' W: p
) Z0 F+ l5 Q$ x3 S4 Z; N
, A+ a i" }2 c, g% x- g3 X+ v- 被加工工件的材质及硬度;' V. R* ^! ~8 X& q. u) ~
- 攻丝设备(如机床条件,夹持刀柄,冷却环境等);8 M: \$ o5 P) P: U$ q7 b3 U2 R7 B" y; v
- 丝锥本身精度及制造误差。
- p! L. s0 P" }* c7 {
! J$ c1 b1 a+ g u4 |
" N2 H9 C4 P* u9 _
例如:加工6H螺纹,在钢件上加工时,可选用6H精度的丝锥;在加工灰口铸铁时,由于丝锥的中径磨损较快,螺孔的扩张量也小,因此宜选用6HX精度的丝锥,寿命会更好。- u7 I9 s4 y0 O$ v2 Q
) e1 n& A9 z8 l) B6 K3 C5 S关于日系丝锥精度的说明:
0 L6 m; x, I2 v2 \/ J9 K" x- o' Y9 G- z
- 切削丝锥OSG使用OH精度体系,不同于ISO标准,OH精度体系将整个公差带宽度强制按从最下限开始,每0.02mm作为一个精度等级,命名为OH1,OH2,OH3等;
% k# B# J7 I' h5 h$ T5 B/ E - 挤压丝锥OSG使用RH精度体系,RH精度体系将整个公差带宽度强制按从最下限开始,每0.0127mm作为一个精度等级,命名为RH1,RH2,RH3等。% k+ H, ]. H4 F8 q
! L+ R- \2 s$ F! V8 C
; I$ j) @9 o3 @' j/ u8 D! k& x
所以在使用ISO精度丝锥替换OH精度丝锥时,不能简单认为6H就约等于OH3或者OH4级,需要经过换算确定,或者依据客户的实际情况而定。* i0 g. L1 g( m' R1 p
: s6 D* v! R% ~9 M6 s/ [: B' |/ z & V2 r- Y; ?' ~5 m: R
6 u% \( j. g9 p6 w
& V2 r- Y; ?' ~5 m: R
6 u% \( j. g9 p6 w % I; ?' }& y" p- I( m: o$ t) `$ [1 G8 X' s0 Z1 w
% I; ?' }& y" p- I( m: o$ t) `$ [1 G8 X' s0 Z1 w

2丝锥外型尺寸/ }$ Z& s! C L; M1 P+ u
. G& C- x% ]1 ~3 k& i: O1、目前应用最多的是DIN,ANSI,ISO,JIS等;
9 Q$ h; n5 {: ]4 N' N1 N/ w/ \( x1 C( |) S
2、许根据客户不同加工要求或现有条件选择合适的总长,刃长及柄方尺寸;
z* \/ n) @3 _ k3 q2 n, R+ b' ^2 l% w
 . Q- E3 B+ y& S: m+ z* d) F
9 z, a! N1 c; w! X, ^/ z, n1 Z . Q- E3 B+ y& S: m+ z* d) F
9 z, a! N1 c; w! X, ^/ z, n1 Z
7 r3 G# X+ G* T( I# `/ ^3 W& _5 Z) Z' T: d6 l1 ~: H' n5 }+ ^8 [
 7 U5 E$ O3 P8 |0 E+ k, p( [* _: A$ c+ p, X# ]3 {9 R8 D1 N
7 U5 E$ O3 P8 |0 E+ k, p( [* _: A$ c+ p, X# ]3 {9 R8 D1 N
丝锥选用的6个基本要素8 U5 z2 n. G0 J. {8 P' K
, I, W$ @; S, m7 G0 `1、加工螺纹的类型,米制、英制、美制等;: [& M1 q( T( a6 L0 v
, [9 l' X7 {* @0 A# w% L2、螺纹底孔的类型,通孔还是盲孔;8 J9 l1 F# {( f$ n$ W# a1 n
& l: X/ g6 {! }! x& {! I8 f' s0 b3、被加工工件材料及硬度;
N5 w* E9 t9 h- u' |8 d9 r
6 B, U$ f& ~& J, H* u: D4、工件完整螺纹的深度及底孔深度;
0 Q3 I! [5 {% w0 O+ K& m w: k6 _3 ^) X# L, Q/ c2 N
5、工件螺纹要求的精度;
k. p0 u7 U" T2 I6 S/ R
" @6 S U( p6 l9 x6、丝锥的外形标准(特殊要求需特殊标出)。
J2 Z: t( P3 h: B; L' C/ \( W2 f% b0 {
0 e. W5 ~- T! c% ^0 O r2 }0 _( W( G* O1 M! ~: F! R# K4 e
" i1 _% X6 f J" Y# z, ~: w( Q |

 发表于 2023-8-19 11:22:35
发表于 2023-8-19 11:22:35
 , T( V# |/ a! \8 o
, T( V# |/ a! \8 o
