|
本周为大家带来的是三通结构十字轴夹具方案、平行钳材料选择可行性判断以及大批量产品平面毛刺快铣方案。
M+ V" ^: j/ y
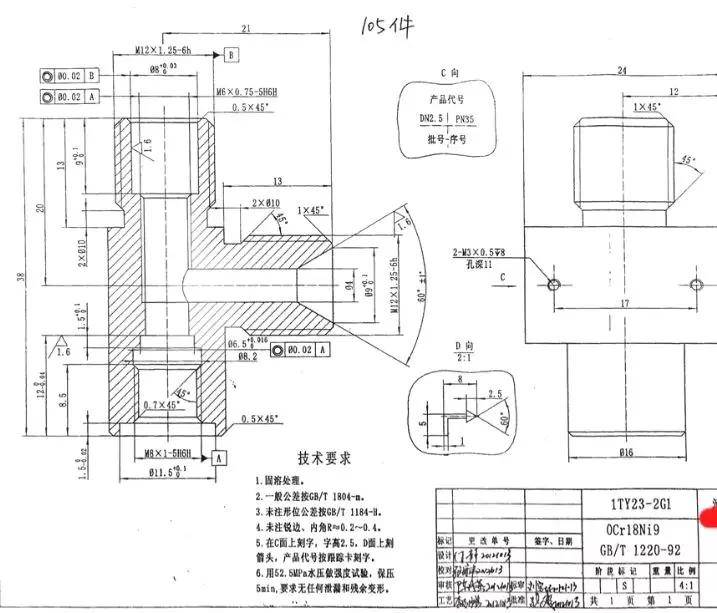
PART 01 三通结构十字轴夹具方案具体工况:内外螺纹同轴度是0.02。
; W( n7 _: |) c+ i" v8 I1 p
▲ 图1 0 Z+ _2 ]) ^; e2 P9 G. X3 t
思维启迪 A:新床子,卡头也新的时候,拿修爪器夹好了镗三爪,车一边再倒头,同轴度能做到1道。但是稳定性没那么好,做的量大了之后,随机挑能有3道的。 1 ^" K V% `4 R2 n9 }9 Y" |
PART 02 平行钳材料选择可行性判断% w+ x+ S% L; }* m/ c# S7 O3 H
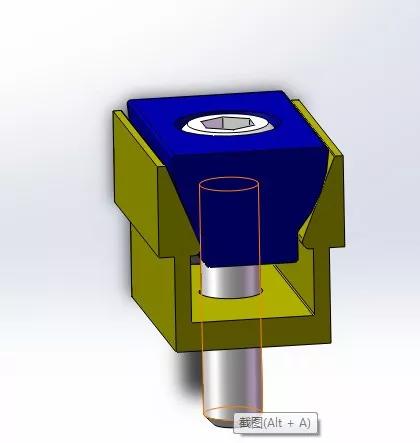
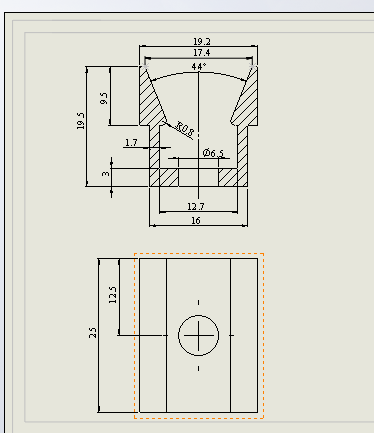
具体工况:用65Mn,图中的1.7mm厚度,是否需要改动。注:7075的话,1.7厚度,涨开,回弹没问题。 3 d( X! Y @/ O6 b: l) Q0 ^
▲ 图2
+ ?; F5 S) {" @% i5 z2 X. Q; x+ O6 C
▲ 图3 7 @3 Q8 s) n `) c* Y
思维启迪 A:1.7的厚度有点薄了,容易断裂和张开。
9 c! {1 c' d% C6 T1 a, ?) j/ v
B:可以用65Mn代替7075,做热处理没问题,毕竟行程不大。
* z7 d8 V& D! ~& D
PART 03 大批量产品平面毛刺快铣方案
) p; i: r0 Z7 N具体工况:台钻和小车床,螺纹钢的硬度。 6 K% ^2 J3 o5 {* u, Z& a# K) u$ M
▲ 图4
2 x2 t! l0 F" D
▲ 图5 0 S+ m7 s# V' V: d
思维启迪 A:用钨钢刀,台钻可以倒角那个平面,X轴Y轴直线加工,小车床可以倒角那个半圆。
; [5 Z. V$ E3 v3 Y: P
B:割一个夹头夹住就可以车了,夹头定位处理好。 * X2 ?0 q9 e! e4 o- i2 b; i
| 
 发表于 2023-1-11 09:48:09
发表于 2023-1-11 09:48:09