|
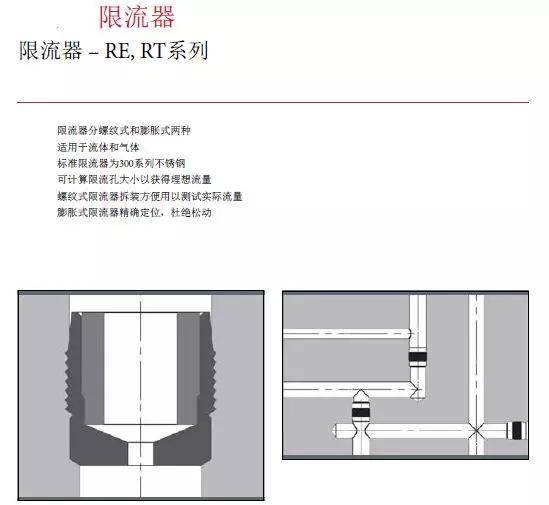
PART 01 油缸回退速度控制方案 具体工况:A进油时油缸回退,B出油。那么如果我要降低油缸回退的速度是该减小A油孔的截面积还是减小B的截面积呢?8个油缸,需要其中两个慢一点。
" ~6 J: Y7 ^, p
图1
8 q& A4 O9 L* ^: W: [, K+ T& v
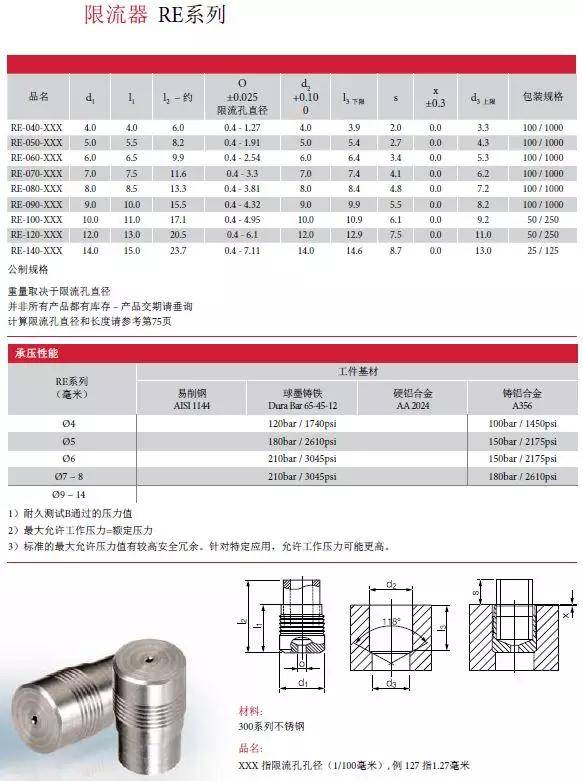
思维启迪 A:改孔径可以解决 而且改A和改B区别不大,都能实现。但是要注意两个问题: 1.不好控制慢多少幅度。是否能达到你理想的预期值。 2.回退变慢的同时,顶出也会变慢,不管你改A还是改B。是否会影响你的加工节拍。 B:如图2、3,好装不好拆。或者自己压进去一个开小孔的销。 ) N# i; W6 u: u8 N3 a: `
图2
- P0 g0 i. T, u7 ~, B
图3 ) O$ k" k" `+ n8 j
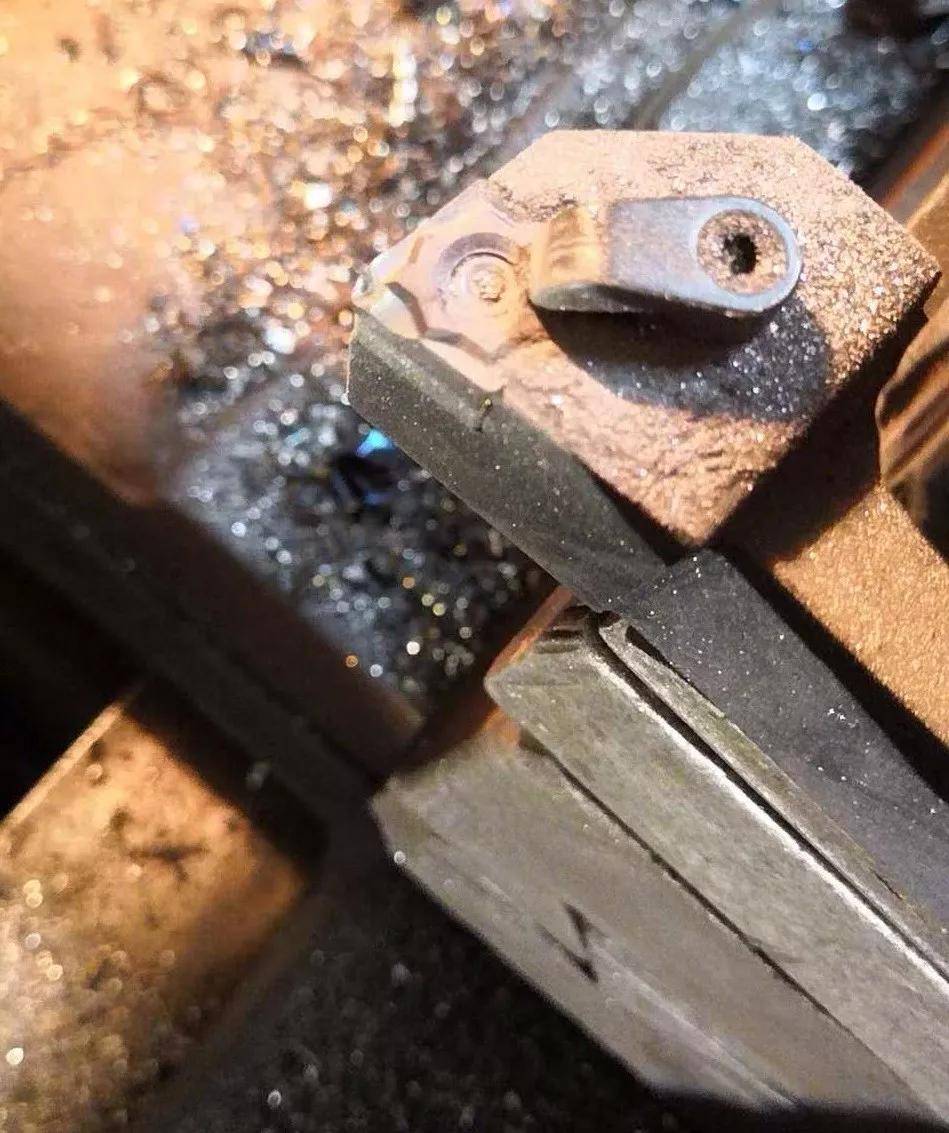
PART 02 707焊条堆焊刀片推荐具体工况:目前六个刀片,前进了不到二百毫米。
9 k8 ^$ J& G( S4 F
图4 思维启迪 A:用磨光机磨一圈试试,没有焊渣就好加工了,基本都是焊渣坏事。 B:先用砂轮磨,磨去表面焊接氧化层。 C:可以退火,就很简单的。下次用焊接A3钢板那种焊条就好了,外面锻打件都用这种焊上的,最适合修补产品,别的焊条中间焊芯都是钢条的都不好加工。 % ~+ [3 A/ D$ b, a$ w; e5 k
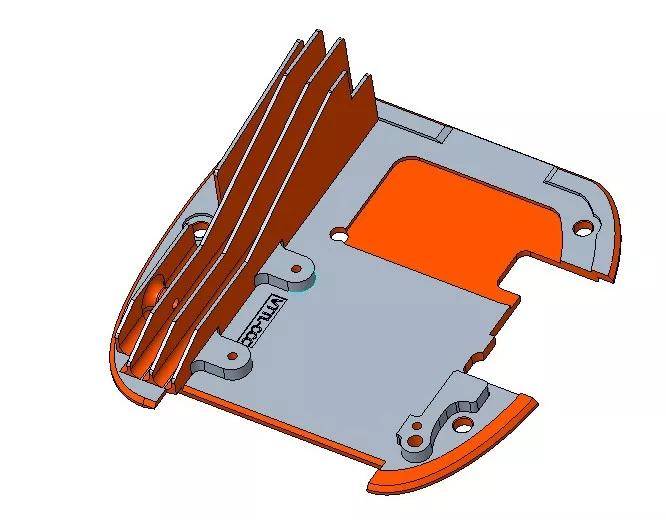
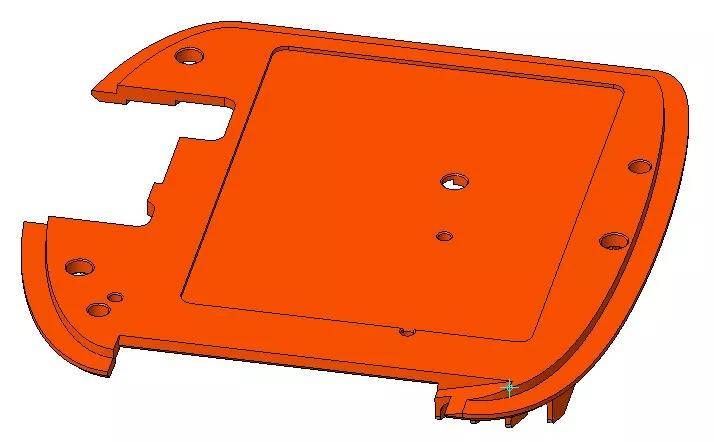
PART 03 压铸铝合金夹具方案具体工况:分四序,加工内容为橙色标识面,材料压铸铝合金ADC12,外型尺寸为:45*45*15mm,平均壁厚1.2mm,加工后最薄0.45mm。
* Y: H0 o2 K3 B- z: Q& w1 h/ V* ]' w
图5
- ]( c* }- P) C4 o1 W
图6 ( S E! |; u: d. ]
3 t7 e" j) n1 A3 C' x+ T, ]9 _ @4 a1 U" d | 
 发表于 2022-12-16 10:00:07
发表于 2022-12-16 10:00:07