本帖最后由 远祥 于 2019-7-14 16:40 编辑
上个月设计的焊接工装,今天在调试时遇到一个问题点,特此分享,希望能对社友以后有用。。。
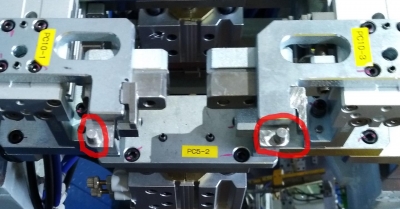
这个机构两个红圈的地方是定位销,用来定位螺纹钢套的底孔;
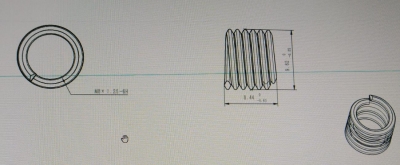
内螺纹M8的SUS304不锈钢螺纹钢套;
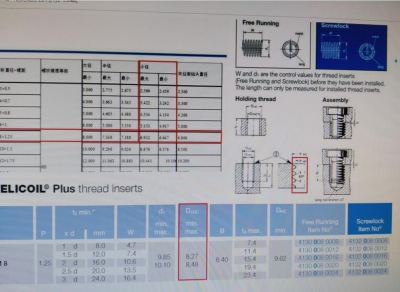
按标准来讲,M8螺纹的底孔是φ6.8;
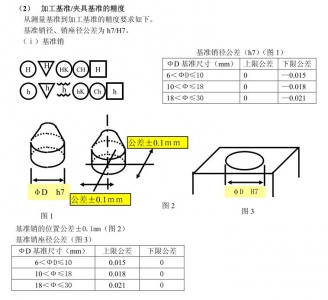
咱们汽配行业焊接工装定位基准销都是以产品的基本尺寸孔来做定位,而且产品上面一般都是整数圆孔走上差,比如:圆孔φ8正10丝。 这次我想底孔φ6.8,考虑钢丝铜套的变形,我设计φ6.7负10丝总没问题吧!
万万没有想到,工装上定位销按φ6.7来设计,产品都没办法装上去!
现场测量了几个,产品实物的螺纹钢套底孔只有φ6.5左右!
这幅工装的定位销一共有几十个,现场因为装不上去,每个定位销需要手工打磨小,花了整整一下午的时间; 为了不被现场的兄弟骂,我只能解释定位销因为表面镀锌,大了几丝,所以放不进去。。。
最后总结:在焊接工装设计时,常常会遇到这种理论与产品尺寸实际偏差很大的情况,所以最好能拿到实物测量后再设计;
但像我上面的这种情况,设计期间,没有实物可测量的,只能靠经验了;像螺纹钢套这种,拧进去后会有涨紧的情况,导致底孔偏小几十丝。
| 
 发表于 2019-7-15 10:31:03
发表于 2019-7-15 10:31:03