|
因切屑缠绕、工件不能装卸 ▼ 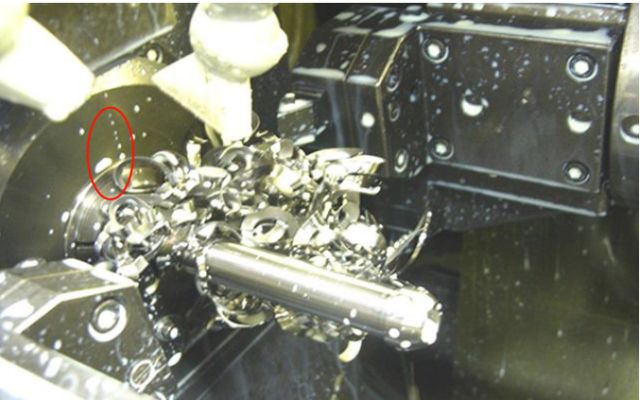 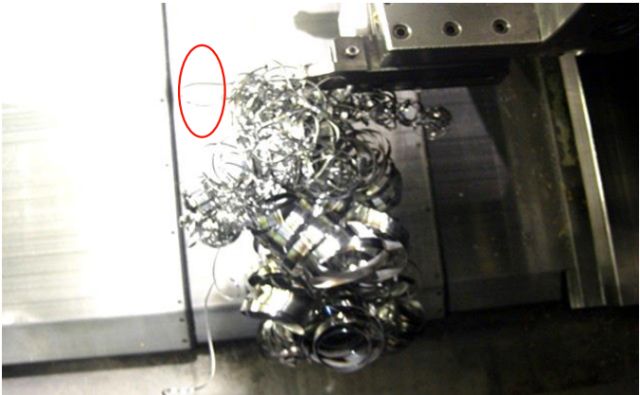 ▲ 加工结束时、必须去除切屑 切屑缠绕、排出口堵塞 ▼   ▲ 切屑缠绕、工具寿命短 " Q+ Z) M% X0 g; E7 T1 P6 `% l0 s
这些切屑引起的麻烦,你经历了几种?如果全中,说明你对加工的工件很不熟悉,这种方式会严重造成你的效率低下,别人加工了100件,你也许才加工了90件! ( w8 }) t; P; T: w
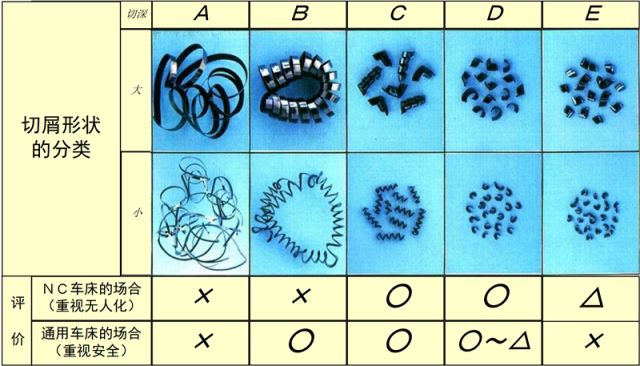
切屑的形态
$ h' R, P6 s+ }' i$ q1 J& e$ V' t) t z$ Y4 o0 ^, r5 M k7 x
 " p$ ^6 u( g* G2 R3 [2 G " p$ ^6 u( g* G2 R3 [2 G
6 k: X- p0 e; W3 I9 R4 H o: B切屑可以告诉你的信息: 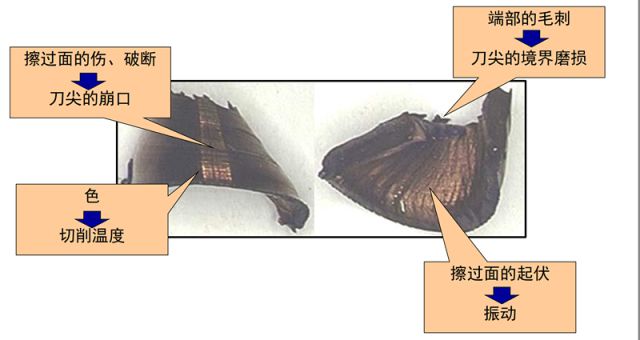 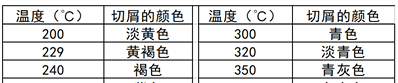 / G; z' l9 Y u' ?4 e5 U, Y / G; z' l9 Y u' ?4 e5 U, Y
7 o; j5 ?9 A( X4 r. S
切屑的原则和方向 + T* Q% s# }. }3 R& |8 C1 g9 {$ ]1 Z
" ^( X7 _- E! t; ^: p
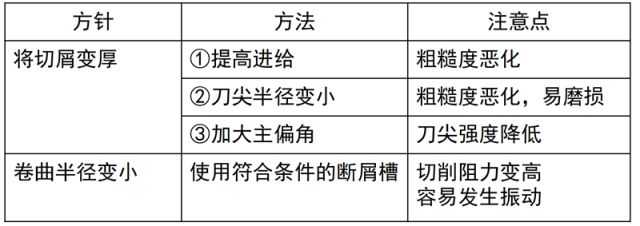 断屑方法
9 n, o' s# b0 A7 L- P/ K
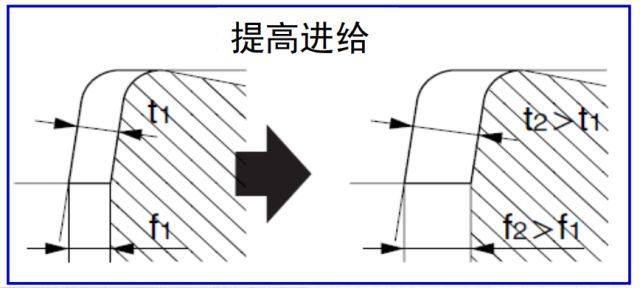
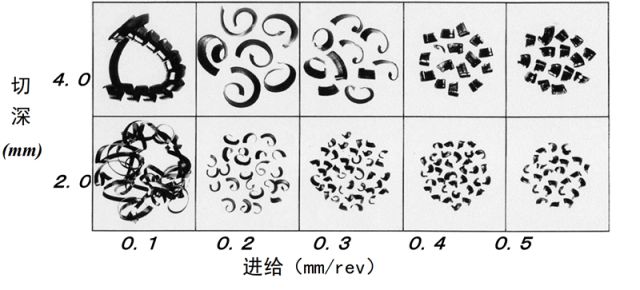
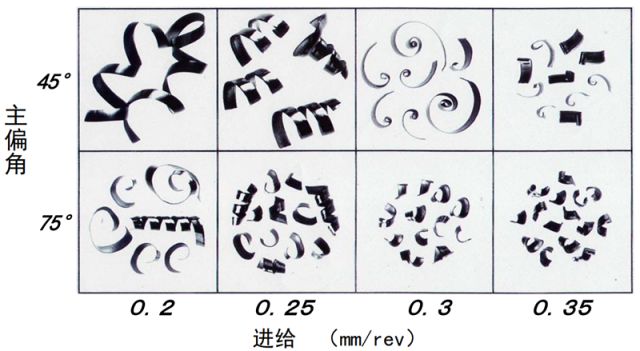
% y; D2 \; x, t1、提高进给后切屑变厚,利于断屑 ( o9 m/ d4 }& U. M+ ]& n# g: H
3 J4 S7 C1 `8 f. M( F3 f; n9 E
  2、刀尖圆角半径变小,切屑厚度增大,利于断屑 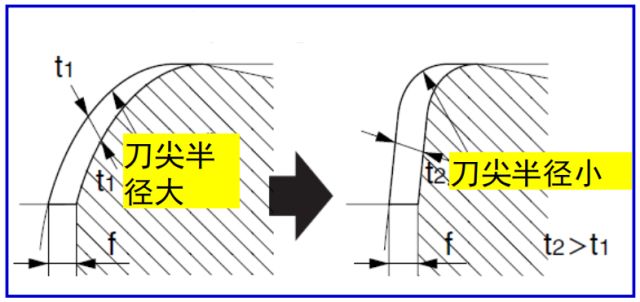 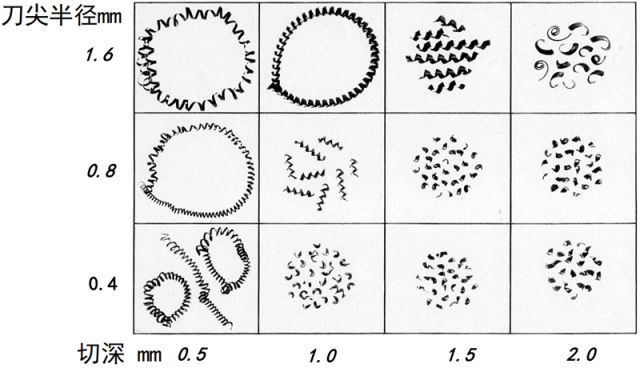 ( ^, Q) ?1 n2 c+ c- x. n ( ^, Q) ?1 n2 c+ c- x. n
7 D$ V" c- A2 _3 S& b8 K) Y3、减少前角 3 \0 y' i( ]* _ V) m5 O& W5 o+ ]
# K5 e% q6 C8 D/ B$ G) A& f0 ?
$ G. Q1 Y3 | D& d+ h/ Z8 x# z$ ]
' }( [8 L6 A0 I' x切屑压缩比=hc/h 压缩比的值越大,则越容易断屑.但同时切削的抗力也增加了 压缩比与线速度Vc有关,当Vc减小时,压缩比增大,所以降低线速度也利于断屑 前角减小,切屑变形大,压缩比增大,利于断屑
2 {* ~6 T3 g5 O, `+ K$ y
3 v" v* v( b$ g. {) V
5 U7 i6 J+ Z' R% b$ ~8 o4、采用锋利的刃口处理形式 由下图可见,相同的进给条件下,刀片刃口钝化锋利,有利于断屑。
+ m/ j% u8 j7 D) c0 A' F
6 y5 U0 z. c( W9 m! Z
4 O( N% U2 T9 T1 }' o
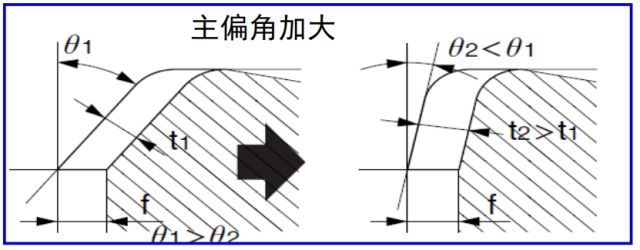
/ d8 i6 F% J9 v- h T2 O9 W5、加大主偏角,主偏角变大,切屑变厚,利于断屑! z2 o0 o p4 x
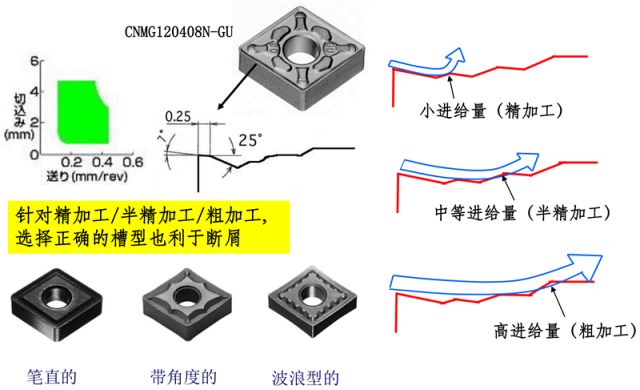
  6、突起断屑槽 6 v$ Y& R3 [6 X6 W
促进切屑分断 ! b/ l0 w s! p# R) D: f* M K& p+ Z
' ?8 ^* |4 m4 y E4 e& v! s
" I9 r5 O% p( ?( w从断屑槽的突起上擦过在切屑的表面产生凹痕、 明显的切屑厚度增大→促进断屑损伤性强 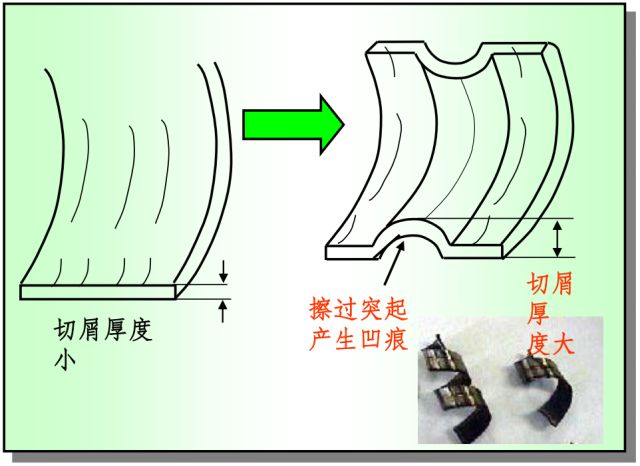 7 D1 U7 [' C9 C 7 D1 U7 [' C9 C
$ g7 R8 D+ @5 ?6 ~0 T
与切屑的接触面积变小、 因与突起光滑接触, 切屑流畅排出→工具损伤小 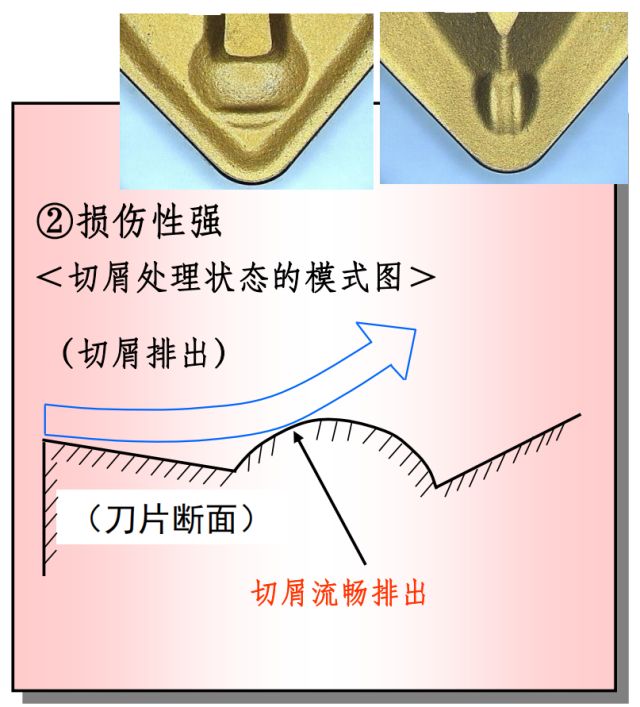
) L' _- ?& l: W, O
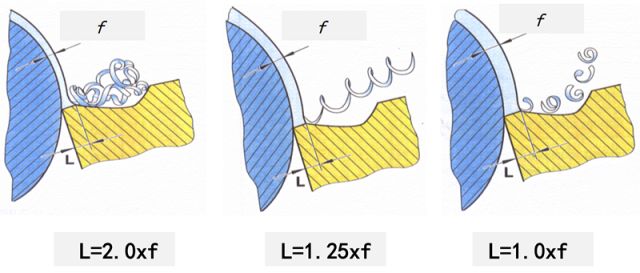
2 k" F8 \8 A8 T; U& A7、切屑的卷曲半径变小 7 [1 q2 F: l# H2 ]
) |% L7 S1 o9 N2 Q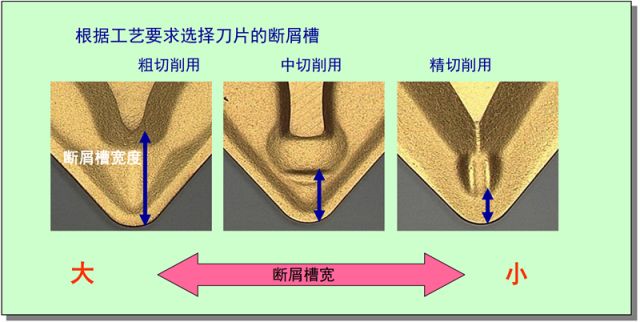
" _$ [) B. i& E! t- F3 i1 V, b. w0 F. X3 B( F- p
* |- ^1 p: h) o. X W- V9 @) M- ^. P; m9 S0 j) o) D: O& [
" c2 M8 T1 m, ?6 C2 j2 I6 C5 S+ k
 | 
 发表于 2018-12-13 17:50:10
发表于 2018-12-13 17:50:10