|
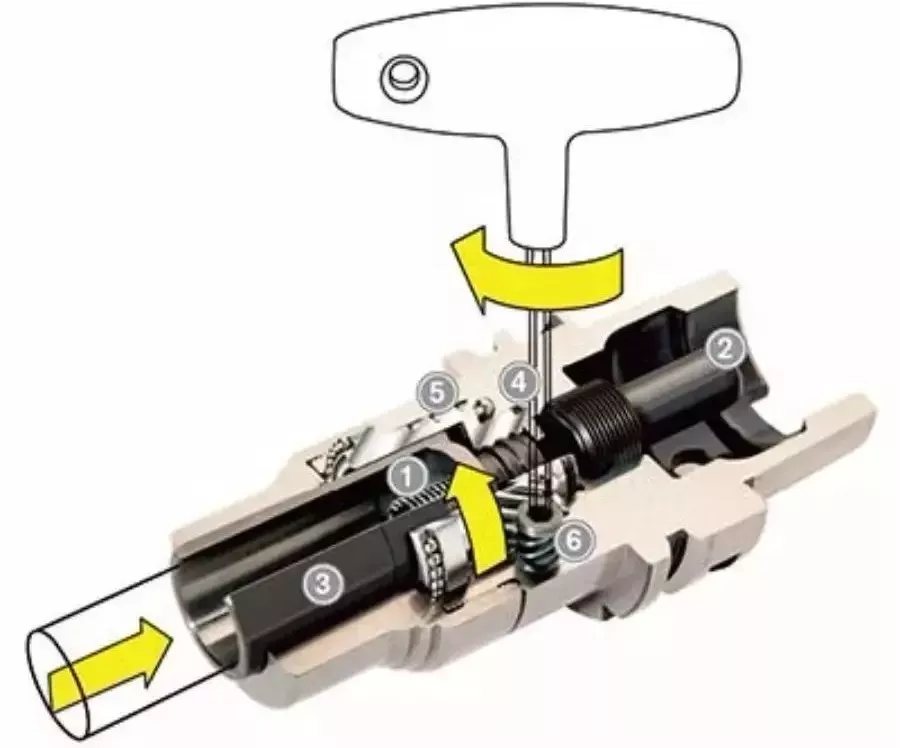
说到高精度且稳定的刀柄,首推自然是液压刀柄,它只需1支T型扳手即可轻松锁紧。凭借高精度、便捷的操作性、多样化的选择等特性,使用场合也越来越多。主要有以下几种类型: ①超细型此类刀柄适用于五轴加工中心、复合加工机等的加工和模具加工,端口外径很细,很好地避免了与工件的干涉。考虑到高速加工,通过采用高动平衡的油压结构,实现了最高35000的转速。因此,在高速加工领域,液压刀柄也成为了不错的选择。 ②端面给油型此刀柄可在中心内冷的机床上,实现从刀柄前端面喷冷却液。由于液压刀柄内部有油压腔等机构,这导致了在刀柄内部有限的空间内制作内冷孔的难度非常非常大。可端面给油的一体型油压机构液压刀柄的前端有出水孔,可以在靠近刀尖的位置供给冷却液或油雾,从而提高刃具的寿命。 ③直柄型此类刀柄既可用在液压刀柄上实现更长的伸出长度,也可用在其他刀柄上实现液压刀柄才有的便捷操作性。既提高了高精度液压刀柄的通用性,也是防干涉的最佳选择。 ④细微加工专用液压刀柄满足将高精度且重复精度稳定的液压刀柄用于高速旋转、细微加工的要求。 液压刀柄常见使用问题问答Q1:液压刀柄、强力刀柄、冷压刀柄有什么不同? A:强力刀柄夹持力大,定心精度高,适合强力切削加工。液压刀柄与强力刀柄性能差不多,但是精度高,好的液压刀柄综合精度能达到0.002mm。冷压刀柄和热缩刀柄可能是以后的趋势,将代替筒夹刀柄。 Q2:液压刀柄多次拆刀,对夹紧有影响吗? A:液压刀柄属于高精度刀柄,尽量每个刀具专用一个刀柄,普通刀柄也应该尽量减少拆卸。 Q3:液压刀柄松掉加压螺栓刀具仍无法取出怎么办? A:可能是刀柄里面堵塞,可以尝试用气枪从刀柄尾部内冷孔位置往里面吹气,清洁一下。 Q4:液压刀柄及热胀刀柄的利弊? A:液压刀柄是一种应用很广泛的刀柄,此种刀柄的夹持方式有别于传统刀柄系统,拧紧只需用一个加压螺栓,当螺栓拧紧时便会推动活塞的密封块在刀柄内产生一个液压油压力,该压力均匀地从圆周方向传递给钢制膨胀套,膨胀壁再将刀具夹紧。 液压刀柄的精度和夹持力强度好。 Q5:为什么丝锥不装液压刀柄? A:液压刀柄用于丝锥有点大材小用,螺纹要求相对没那么高,并且丝锥的排屑空间小。 Q6:液压刀柄用的拉钉与筒夹刀柄用的拉钉有何区别?是一样的吗? A:拉钉的区别不在于刀柄不一样,而是在于机床主轴的规格,只要是同一台设备,拉钉都是一样的规格。 液压刀柄使用注意事项①液压刀柄加压时,需用T型扳手将螺栓完全扭紧,螺栓此时会停止转动,液压刀柄的液压夹持力在螺栓被完全扭紧时发挥得最好。 ②液压刀柄装上切削刀具时,刀具一头要紧贴液压刀柄内部的下端部。若切削刀具的一头太短而不能紧贴到液压刀柄内部的底端的,装刀时切削刀具一头的位置不能离刀柄内部底端8mm以上。(否则刀柄内径会收缩并被破损以及刀柄出现漏油)。 ③往液压刀柄上装刀前,要去除刀柄内部的湿气,水分(沾油)等。由于未清理干净刀柄内部而直接装刀,加工时由于刀柄内部的液体性异物会导致切削刀具的脱落。(装入铣刀前要清理刀柄内部)。 ④液压孔被随意打开或扳动后会导致液压油流失,液压刀柄将不能继续使用及维修。 ⑤不能装上粗加工切削刀具。 ⑥当出现刀柄的螺丝部位破损或是液压无法正常加工需A/S维修时,需与厂商沟通而不能自行拆装刀柄。(来源夹具侠) 7 W; ^1 l2 I" _
| 
 发表于 2018-9-10 09:24:36
发表于 2018-9-10 09:24:36