|
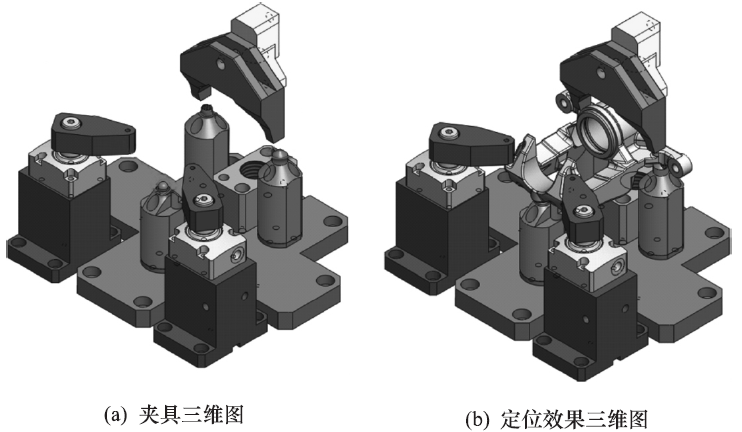
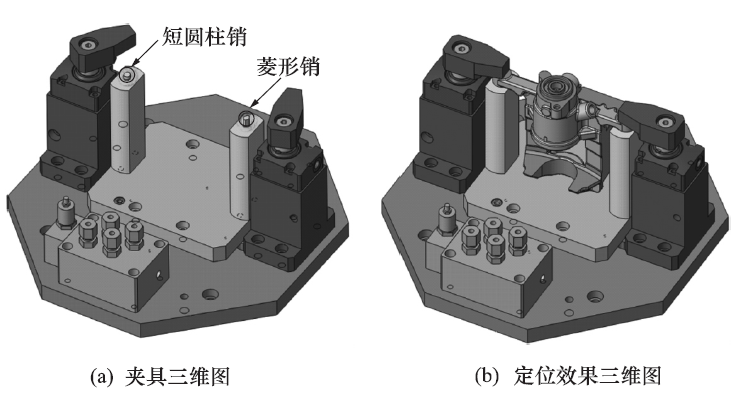
轿车盘式制动器相对鼓式制动器在热稳定性、制动稳定性、水衰退性能等方面具有优势。技术的进步使得制动方式从前盘后鼓→前后盘式制动器逐渐转变。制动卡钳作为其中的主要部件,需求量也与日俱增。 图1 卡钳三维模型 由于卡钳缸体结构不规则,具有一定复杂性,完成加工需要设计专用夹具进行安装和夹紧。以下针对性地对图1中的卡钳缸体提出了在卧加和立加上的不同定位方案与对比评价。 卡钳结构及加工要求:材料为球墨铸铁、毛坯砂型铸造。加工部位有缸体内孔、缸口、钳身平面及曲面、导向销孔及安装面、各内螺纹等。 图2 卡钳二维图纸 以下为各加工方案的详细说明: 卧加夹具方案一卡钳三维模型中①②面为平行于xz 面的垂直面,③面为平行于yz 面的垂直面,④⑤⑥⑦面为平行于xy面的水平面。定位方案如图3a 所示: 采用支承钉和支承板组合的方式,定位①~⑦这7个平面。 图3 卧加方案一夹具定位三维图 表1 卧加夹具方案二如图1b所示,a为工件尾部1个锥形凹面,b为工件肩部上1个V形凹面,c为工件肩部1个平面。定位方案如图4a所示: 利用1个支承钉、1个球头销和1个锥销,限制6个自由度。 图4 卧加方案二夹具定位三维图 表2 卧式加工中心定位方案对比:方案一定位遵循常规,定位元件数量相对较多,且装夹定位难度一般; 而方案二定位较为巧妙,仅用了较少的定位元件变约束了六个自由度,且不产生欠定位或者过定位,装夹定位难度也较为简单。 立加夹具方案一如图5a所示: 以两个小平面定位导向销孔同向端面,以一短圆柱销定位销孔内表面,另一销孔内表面采用短菱形销定位。 图5 表3 立加夹具方案二如图6a所示: 以两个小平面定位导向销孔同向端面,以一短圆柱销定位缸孔内表面,以一长菱形销定位一销孔内表面。 图6 表4 立式加工中心定位方案对比:两套定位方案方法相差不大,但不同点在于短销定位位置的选择不同。方案一选择了导向销孔,方案二选用了缸孔。 方案评价对于卧式加工中心,两套定位方案的方法相去甚远,但各自具备优点和缺点。如前文所述,通过锥型凹槽和V 形槽的定位比较巧妙,而且所使用的定位元件也较少,安装更加方便。但是考虑到毛坯误差,如果对加工精度有要求,则传统的定位方案一更为合适。 对于立式加工中心,两套方案理论上精度相差不远,但由于导向销孔较小,短销强度刚度较小,加工中变形量大。而方案二缸孔短销较大,对于缸体的支撑较为有利。另外有一销孔采用菱形销,是为了避免过定位问题。当然如果夹具制造精度可以保证,且过定位有利于增加工件加工中的强度,那么过定位是允许的,此处也可使用短圆柱销定位。不过为了保险起见,短圆柱销对强度的增加也不明显,此处采用菱形销就足够。
( { q: M# T- U' c- G* j2 M | 
 发表于 2018-8-15 10:10:30
发表于 2018-8-15 10:10:30