本帖最后由 彭贵飞 于 2018-6-25 15:29 编辑 0 |0 \8 K% e% _4 q- X6 \5 d
) J! O- _6 x. a9 B9 A. C# R  : w' C9 A K* G. {8 X5 J, a : w' C9 A K* G. {8 X5 J, a
 # @2 N" l G a: O # @2 N" l G a: O
) g+ U$ X3 V5 G# x) \9 ^) z
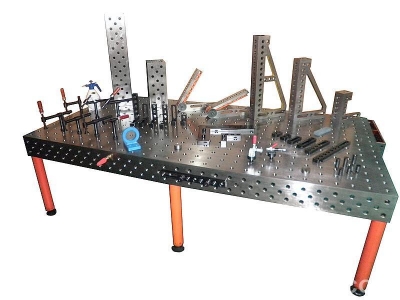
R" ?3 N; X: S9 X. C由于客户那边不允许随便拍照, 这是客户现场一部分焊接夹具图。 8 S. v& k3 J3 M3 _1 @; v9 O( o& y6 I
 ' s4 i. h1 r8 G# Z; \ ' s4 i. h1 r8 G# Z; \
后来给他们买了一套柔性工装,做了几个非标件,用来链接平台和他们的特性定位件的,这个意见也是他们老板提出来的,得到的效果非常不错。后续还有会有合作,毕竟开始他们也抱着试试的想法去购买这个。(中间有部分插曲,就是之前论坛所说的,单纯的制造业以及没办法满足市场,东西谁都会做,基本就是拼服务,客户遇到问题并不是选择卖弄,忽悠。而是站在我们以及客户的角度去解决问题。所以客户对我们还是挺满意的)。2 A, o2 d+ X ?. _
1:投入问题:很多普遍行客户比较看重初次的投入,并没有在意后期的效果(如上三张图,客户现场某区域的堆放工装图)
2 r+ Y z3 f1 O% p 2:精度问题:相比而言,三维柔性焊接工装本身就是一把标尺,平面度,垂直度,孔距,孔径都是一种实际值。平台,支撑件,定位件上的刻度更加有利于现场操作。
/ V" P/ J7 S9 o5 l7 p5 C 3:效率问题: 介于和专用工装,普通铆焊平台相比,在我认为中远远超过普通铆焊平台,和专用工装相比,效率稍微低那么点,但是三维柔性焊接工装有不输于专用工装的地方(我相信现在谁家的东西都是不一样的,基本都是根据客户订单来说)8 X3 n( _" w' g" `
# T0 q5 j) E( j! c
. D9 S; R. }5 M+ t, R! i5 C/ ?
( w2 ?/ t$ x% o$ x% V' }9 y 下图是已经报废的普通焊接平台,车间师傅经常在上面自己焊定位的东西导致这样。他们是做出口设备的一家公司,第二种图是我们的产品,他们工件较大,所以需求台面较大拼成的。
- Y) e5 p( p8 l: D/ i& _ D8 E 
1 K: i' R' ~1 y: t# E r% I4 f* g$ w4 C1 M+ ~$ D
如题所言,用数据说话,每次开始接触,基本都是让问到他们产品图纸。标准化的产品这是一种优势,基本通过电脑模拟,能完美还原现场。虽然会出现下料出来的板出现变形等,不确定因数(这家做工程机械的客户现场就出现了这个问题,4米长 30厚的板,下料出来扭曲变形,后来通过我们的压紧件和在支撑角铁上攻牙用螺栓实行矫正) 。 如图:基本没有下料误差的情况下,数模定义出来的东西,能在现实产品中实现(当然我们的平台0.1/1000)
+ x: R' a% |' Y- w2 L; N6 S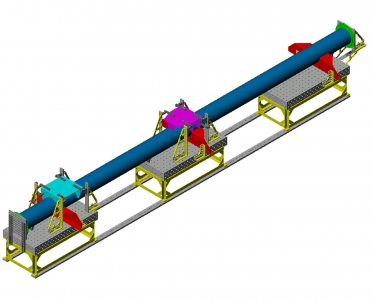
- k! P ]: B8 a* D& j* X4 Z3 a- u' _6 d+ L6 }6 V
产品的应用范围还是挺广的。工程机械,法兰管件,钣金结构件,框架和箱体,之前有些大学实验室也在用我们这个东西了。1 m6 E/ y5 {1 G6 O7 W0 h( X1 S
  # }7 M+ l8 H' `! h% R # }7 M+ l8 H' `! h% R
/ O( }/ ^+ s+ I4 Z0 E, A# }
说了这么多,确实我觉得我们的东西不错。; K& ^8 y. a3 ^
Y' S# a% o$ {2 ]4 b# V0 |5 k2 @/ ~+ l% I* U2 h5 i
% v5 h# X- d( z2 @4 N9 Q
. b$ g* ^# \' p5 M9 N
补充内容 (2018-9-4 09:48):8 t, J+ L. N; `
欢迎来电咨询:13622986342(微信同号) |

 发表于 2018-6-25 15:09:22
发表于 2018-6-25 15:09:22