|
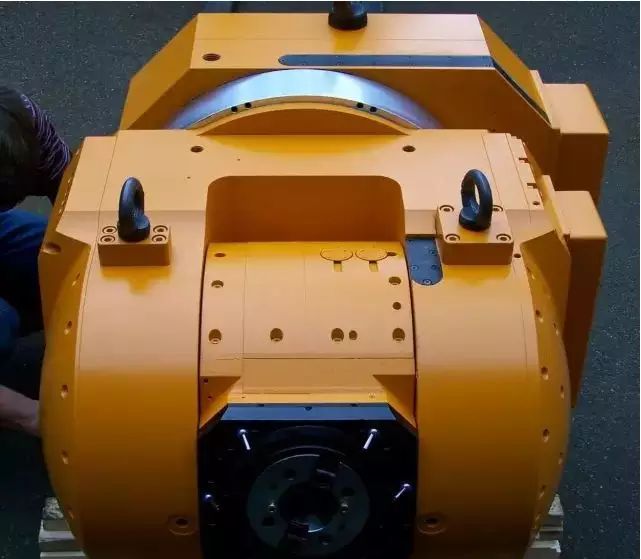
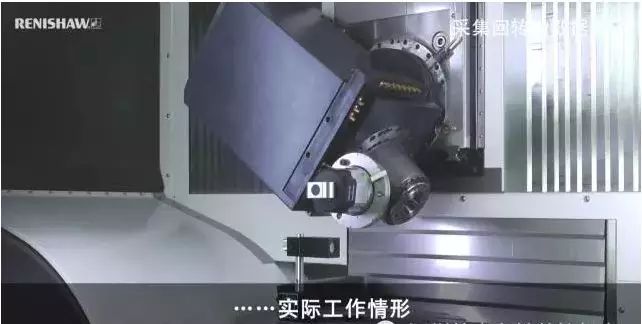
前言 近年来五轴联动数控加工中心在各领域得到了越来越广泛的应用。在实际应用中,当遇到异形复杂零件高效、高质量加工难题时,五轴联动技术无疑是最有效的解决手段。但五轴的高价格还是让它的普及之路变得迟缓,高效率、高质量的加工对应的是高投入。 Q1 五轴设备的价格为什么高? 一、机械部件价格高 1.在国内很难买到100万以下的双摆铣头,常用的300万到400万。以双摆铣头这个核心部件为例,因为其加工难度大,要求精度高,更因为体积小其内部机械组件相对细小,要保证像三轴机主轴箱那样的高刚性很难。所以双摆铣头做得很大、很重,一般只在大型龙门结构的五轴机才用这种五轴核心部件,比如各下面的大铣头就重达几吨。 2.在国内很难买到10万以下的双转台,常用的在15万到50万甚至更高。双转台(摇篮、悬臂):最难的是A摆(或者B摆),因为整个C轴转台固定在A(或B)轴上,A(B)摆电机在摆角时、即使是空载(不装夹工件),要克服整个C轴组件的重量,其负载都很大,如果再加上夹具及工件,负载成倍增加,所以双转台的精度和寿命出问题的一般都在A(B)摆,C摆相对少得多。这也是双转台五轴机很少加工钢件的本质原因【DMG直径800的转台,A摆扭矩高达5000NM,也只能加工一吨左右的工件(含夹具)】,而这种大力矩电机的价格不是一般人承受的。但即便如此,五轴机中双转台形式仍是最多的,因为这类五轴机相对制造难度较低(跟有摆角铣头的机型比)。 3.一摆一转:单摆铣头30万-60万甚至更高。这个机型的价格高,原因也是它也有摆角铣头,虽然只有一个旋转轴,造价还是很高,而且外国人不喜欢用单纯的单摆铣头,一般做成45度B摆,编程难度更高。 4、除了核心部件,相对于三轴机,五轴机的床身铸件要加工的地方多,难度也大,水电油气等附件多,成本也高。 二、数控系统价格高 日本三菱、法那科基本不卖五轴系统给国内,如果需要得经过很烦琐的审批,并限制用途。德国的海德汉,西门子、力仕乐、PA等相对宽容价格在20万以上。国产的带RTCP真五轴一套下来也要10万左右,稳定性还有待考验,而且国产五轴CNC系统厂家只有十来家。(这里参考价格以850三轴机类似大小的五轴,含系统及驱动和电机。) 三、使用调试成本高 ABC三种圆周运动的精度检测设备价格很高,三轴的激光干涉仪才10-20万,而五轴的检测目前只有英国雷尼绍能提供,一套需要60万-80万(含球杆仪)。 ! h) V) ~8 H; R ^# i8 t( X0 I
Q2 五轴设备的国内现状怎样? 一、五轴机及其核心部件的生产厂家很少 跟传统的三轴机床比,五轴机的制造厂少的可怜。从上海北京之类的大型机械展就可以看出这一点。从目前笔者手中一份不是很齐全的厂商名录看,全国数量不到三位数。而仅仅在松岗长安两个镇,做三轴机的厂家数量不止这个数(100家以上)。能提供五轴机的三大核心部件(5轴CNC控制系统,旋转工作台,摆角铣头)的厂家,更是凤毛麟角,主要以台湾、日本、欧美企业居多。 二、五轴机编程、操机等相关从业人员少 上网搜一下五轴编程培训,相关机构不超过20家。(当然实际数量肯定不止)。发一份招工信息,要会五轴编程(UG或POWERMILL之类)且能独立做事的,应聘者极少,如果再加一点条件,比如:能根据不同的机型定制后处理,会车铣复合(或铣车复合),再懂一点PLC之类的就几乎没有了。 三、五轴机的应用面现阶段太窄 现在的五轴机,除了国企、军工用做一些普通人无法接触的东西之外,民企中的五轴机都在做一些外企业订单(高档消费电子,高档生活器具,高端模具),而且加工对象材料主要以铝合金为主,钢件为辅。
. I, D, Q% f! O" pQ3 五轴设备应该怎样普及? 目前五轴设备的现状形成了一个闭环:制造难度大——>五轴机制造商少——>售价高——>应用面窄——>从业者少,特别是研发人员少——>生产难题无法解决——>制造难度大。 这种情况应该如何破局?对比三轴机的普及过程,五轴机的普及也要以应用范围的拓展来做突破口。从长远来说,五轴机的应用范围要拓展到传统的模具行业,要拓展到生活用品领域,也要拓展到工业产品、工具类的领域,这样才能形成长期需求。 一、模具行业 大部分的模具三轴机都能做,但造型复杂的、曲面有倒扣的模具就无法用三轴机器。还有就是高档产品设计时对曲线要求高、一定要一刀过的模具,三轴机也得让位于四轴五轴。拓展到模具行业时,要想工件的运动像三轴机一样,只在水平面上动,不受重力影响,那么五轴机的机型只有两个选择:双摆铣头型及一摆一转型。 这种机型的转台可以做的很大,承载大重量的模具,因为工件只在XY平面做直线运动和转动,重力对其没有影响。但转台C和B摆铣头的联动,加上XYZ,它又是一个真五轴机,什么复杂曲面都能加工。另外旋转工作台只有一个C轴,制造成本跟摇篮比大幅度降低,无论是从功能,还是从力学结构、还是从精度,从制造难度上来考量,这种五轴机都应该是加工模具的完美机型。 二、生活用品领域、工业工具领域的五轴机应用 生活水平是随着生产工艺的提高而提高的。社会上越来越多的人愿意为高品质买单。而且现在还有一个趋势,为了提高技术门槛防止仿冒,越来越多的厨房用品、高档卫浴、玩具、装饰品都采用了复杂表面设计,这些四轴都无法加工,只能使用五轴设备。 一个精美的蜘蛛 因此,五轴设备的普及之路总结为:从传统钻攻机加装小摇篮变五轴——>大力进入手机金属外壳制造业——>四轴五轴及假五轴(3+2)的针对性推广——>人员培训机构大面积建立——>进军模具行业(五轴机型多样化)——>进军消费品行业(五轴机型进一步多样化)——>增强汽车行业(发动机变速箱)——>四轴、假五轴(3+2)、真五轴遍地开花。 (以上为正文,本文观点源自:奥思克多轴数控) | 
 发表于 2018-6-1 15:02:45
发表于 2018-6-1 15:02:45