|
阀门经长期使用后,阀瓣和阀座的密封面会发生磨损,严密性降低。修复密封面是一项量大且十分重要的工作。修复的主要方法是研磨。对磨损严重的密封面,是先堆焊经车削加工后再研磨。
. z+ E2 s6 `& b1 m/ w, R% X
5 Q5 U/ b) \* f- B, P- q
阀门的研磨包括: 2 [/ E5 H7 E: [: P5 p
清洗和检查过程; 研磨过程; 检验过程。
* J0 u$ }& G6 h2 ^, e5 b
- S K5 h1 ]& Q: D# P" D
- \+ x! b8 Y, K/ N4 [, J
清洗和检查过程
3 R) X/ m) x0 P2 w0 Z4 g
清洗密封面在油盘内,使用专业清洗剂,边洗边检查密封面的损坏情况。用肉眼难以确定的细微裂纹可用着色探伤法进行。
/ w% P- n. _' W
经过清洗后,应检查阀瓣或闸阀与阀座密封面的密合情况,检查时用红色和铅笔。用红丹试红,检查密封面印影,确定密封面密合情况;或用铅笔在阀瓣和阀座密封面上划几道同心圆,然后将阀瓣与阀座密合旋转,检查铅笔圆圈擦掉情况,确定密封面的密合。
9 L: h0 n) j2 b) ^6 {: A3 [) V
如果密合不好,可用标准平板分别检验阀瓣或闸板密封面和阀体密封面,确定研磨部位。
8 u* A8 Q5 s: ~& k6 d& w
/ b1 \7 `6 v2 F2 O7 p* p
研磨过程
K+ b% V/ R7 u! \+ t/ z; d7 N5 A
/ s+ X( T c( w6 {- w7 U4 e
研磨过程实质上是不用车床的切削过程,阀头或阀座上的麻点或小孔深度一般都在0.5mm以内,可以采用研磨的方法进行检修。研磨过程分为粗磨、中磨和细磨。
. N7 D* u. d( ^" z* l8 u* ?粗磨是为了消除密封面上的擦伤、压痕、蚀点等缺陷,使密封面得到较高平整度和一定的光洁度,为密封面的中磨打下基础。
8 H1 J) J8 \0 V$ S5 C* F$ X" f
粗磨利用研磨头或研磨座工具,采用粗粒砂纸或粗粒研磨膏,其粒度80#-280#,粒度粗,切削量大,效率高,但切削纹路较深,密封面表面较粗糙。因此,粗磨只要平整地把阀头或阀座的麻点去掉即可。 & Y4 k2 y. q" e- R
中磨是为了消除密封面上的粗纹路,进一步提高密封面的平整度和光洁度。采用细粒砂纸或细粒研磨膏,其粒度为280#-W5,粒度细,切削量小,有利于降低粗糙度;同时应更换相应的研具,研具应清洁干净。
1 W* V1 ~ ~& F" F! t b3 M5 \5 u$ A- d
中磨完后,阀门的接触平面应达到光亮。如用铅笔在阀头或阀座上划几道,将阀头或阀座对着轻转一圈,应把铅笔线抹去。 5 s5 n+ o9 u' J, D, Q
细磨是阀门研磨的最后一道工序,主要是提高密封面的光洁度。细磨时可用W5或更细的微份与机油、煤油等稀释后,用阀门的阀头对着阀门的阀座进行研磨,而不用演剧,这样更有利于密封面的密合。 ) A, p- L) [. b# x8 j
3 I: c3 o" ~7 b5 p& S
研磨时一般顺时针方向转60-100°左右,再反方向转40-90°左右,轻轻地磨一会儿,必须检查一次,待磨得发亮发光,并在阀头和阀座上可以看到一圈很细的线,颜色达到黑亮黑亮的时候,再用机油轻轻地磨几次,用干净的纱布擦干净即可。 3 D/ B' I# j3 C3 X. m Y: U. `/ a
研磨完以后,再把其他缺陷消除,即应尽快地组装,以免破坏一磨好的阀头。
5 w [7 M4 m. M5 }) w手工研磨不管粗研还是细研,均是始终贯穿提起、放下;旋转、往复;轻敲、换向等操作相结合的研磨过程。其目的是为了避免磨粒轨迹重复,使研具和密封面得到均匀的磨削,提高密封面的平整度和光洁度。
) R- }8 P7 O" O' z+ a6 I2 ^
" o) c, Y, I! M- T
* d9 g+ I& S9 |
检验阶段
! H( G% R* M* y' A* e1 ^6 v* j% O: h. o" E% M. M# q+ O& I8 t
在研磨过程中始终贯穿着检验阶段,其目的是为了随时掌握研磨情况,做到心中有数,使研磨质量达到技术要求。应该注意的是,不同的阀门研磨时应使用适应各种密封面形式的研磨工具,以提高研磨效率,保证研磨质量。 / i7 q" g6 D( B @ |: J: W
阀门研磨时一项很细致的工作,需要在实践中不断的体会、摸索、提高,有时研磨得很好,可是装上以后还是漏汽漏水,这是因为在研磨过程中有磨偏的想象,手拿研磨杆不垂直、歪斜,或是研具尺寸角度有偏差所致。 ' A) G+ a% K" v- K# I5 K! H
由于研磨剂是磨料和研磨液组成的一种混合剂,而研磨液又仅是一般的煤油和机油。因此,正确地选用研磨剂最关键的一环是正确地选用磨料。 . }; j/ x' ~6 ]
8 [# k9 R, _, s8 e6 F
如何正确地选阀门研磨剂?# Q, d8 z3 d. Z4 P7 y% E
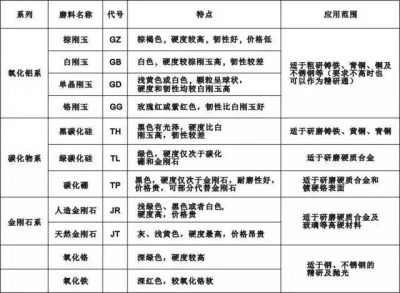
氧化铝(AL2O3) 氧化铝又称刚玉,其硬度较高,使用很普遍。一般用来研磨铸铁、铜、钢及不锈钢等材料的工件。 碳化硅(SiC) 碳化硅有绿色及黑色两种,其硬度比氧化铝高。绿色碳化硅适用于研磨硬质合金;黑色碳化硅用于研磨脆性材料及软材料的工件,如铸铁、黄铜等。 碳化硼(B4C) 硬度仅次于金刚石粉末而比碳化硅硬,主要用来代替金刚石粉末研磨硬质合金,研磨镀硬铬的表面。 氧化铬(Cr2O3) 氧化铬是一种硬度高和极细的磨料,淬硬钢精研时常常使用氧化铬,一般也用它来抛光。 氧化铁(Fe2O3) 氧化铁亦是一种极细的阀门磨料,但硬度及研磨效果均较氧化铬差,用途与氧化铬相同。 金刚石粉末 即结晶磮C,它是最硬的磨料,切削性能较好,特别适用于研磨硬质合金。
& A* J8 e: r; i* B8 d2 k
4 }, n) s8 F0 R% x& U
此外,磨料粒度(磨料的颗粒尺寸大小)的粗细对研磨效率及研后表面粗糙度有显著的影响。粗研时,阀门工件表面粗糙度要求不高,为提高研磨效率宜选用粗粒度的磨料;精研时研磨余量小,工件表面粗糙度的要求高,可采用细粒度的磨料。 5 E- z; I; e f8 |& I( m
密封面粗研时磨料的粒度一般为120#~240#;精研为W40~14。 " \7 W; t) }3 a* i# \: a
阀门调制研磨剂,通常是往磨料里直接加入煤油和机油。用1/3煤油加2/3机油与磨料调合成的研磨剂适用于粗研;用2/3的煤油加1/3机油与磨料调合成的研磨剂可用于精研。
5 x0 ?2 Y( |, G2 A3 Y) f& `# V
当研磨硬度较高的工件时,使用上述研磨剂的效果就不够理想。这时,可采用三份磨料加一份加热的猪油调合起来,冷却后形成糊状,使用时再适当加些煤油或汽油调匀。3 O0 R- f6 x4 C5 m/ D7 }+ N
" i/ @3 B% g6 |9 v1 S5 S* g& L+ C
- D2 s7 Y5 N3 C$ {7 q, a+ @6 K& [5 C! ^
研磨工具的选择
3 ?5 l/ W4 d% K
& z d( O# M3 ^2 }5 d/ q6 p1 X( S阀瓣和阀座密封面由于损坏程度不同,不能直接对研,而是先用事先专做的一定数量和规格的假阀瓣(即研磨头)、假阀座(即研磨座)分别对阀座、阀瓣进行研磨。
& X6 I. }' p3 X r
研磨头和研磨座用普通碳素钢或铸铁制做,尺寸和角度应与置于阀门上的阀瓣、阀座相等。
+ K# X w' U7 @4 B* T, d0 p# B
研磨若手工进行,需配置各种研磨杆。研磨杆和研具要装配得当,不能歪斜。为减轻人的劳动强度,加快研磨速度,常采用电动研磨机或振动研磨机研磨。
3 m& Q$ G, s8 N+ T% M | 
 发表于 2018-3-25 20:48:18
发表于 2018-3-25 20:48:18