|
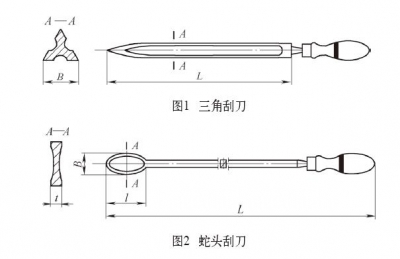
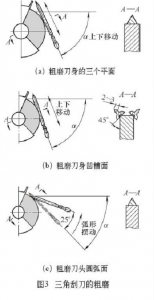
曲面刮刀的刃磨质量是保证刮削质量与效率的基础。曲面刮刀的种类有三角刮刀、蛇头刮刀、柳叶刮刀和三角锥头刮刀,本文介绍其中比较常用的三角刮刀(见图1)和蛇头刮刀(见图2)的刃磨方法。 1.三角刮刀的刃磨 / b+ ]5 X9 _8 D+ _3 D5 a
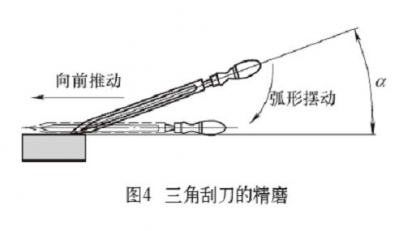
(1)三角刮刀的粗磨。磨出刀身的三个平面。刃磨方法如图3a所示,右手握刀柄,左手按在刀身中部,刀柄相对于水平面倾斜一定角度α为75°左右并接触砂轮轮缘面,上下移动磨出刀身平面,刃磨时注意三个平面要等宽。 ) Q6 F* M+ d- E- I+ j
磨出刀身的三个凹槽。刃磨方法如图3b所示,右手握刀柄,左手按在刀身中部,将刀身平面对着砂轮角(与砂轮侧面成45°左右的夹角),相对于水平面倾斜一定角度α为75°左右并上下移动磨出凹槽,注意要留出2~3mm切削刃边。
' _$ _$ Y/ U/ k# [% T/ z z
粗磨刀头的三个圆弧面。刃磨方法如图3c所示,右手握刀柄,左手按在刀身头部,刀柄相对于水平面预低一定角度α为45°左右接触砂轮轮缘面,自下而上地弧形摆动刀柄,摆动幅度为25°左右。 (2)三角刮刀的细磨。通过细磨要达到三角刮刀的形状和几何角度要求。三角刮刀的细磨主要在细砂轮上进行,刃磨前要将砂轮轮缘面修磨平整。刃磨方法与粗磨的方法相同。在刃磨刀头部分时,要注意经常蘸水冷却,防止淬火部分退火。 " W! u! v: F; u
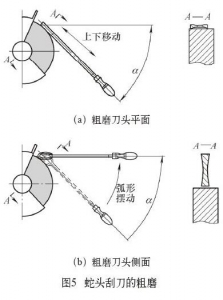
(3)三角刮刀的精磨。三角刮刀的精磨主要是在油石和天然磨刀石上进行,操作时要在油石上加上适量机油。通过精磨要使刀头圆弧面的表面粗糙度达到Ra<0.2μm的技术要求。三角刮刀精磨方法如图4所示,右手握刀柄,左手轻轻地按在刀身头部,首先相对于油石表面上抬刀柄角度α为30°左右,然后一边作刀柄由上而下的弧形摆动,同时一边作向前推动,这样就可以磨出圆弧切削刃。在油石表面的刃磨动作轨迹与刃磨平面刮刀基本相同。 2.蛇头刮刀的刃磨
+ E4 g( V3 P7 m! y8 L; Q
(1)蛇头刮刀的粗磨。通过粗磨要磨平刀头平面和侧面并达到刀头厚度(t)及刀体宽度(B)要求。将锻造好的刀坯在砂轮上进行粗磨,首先粗磨刀头平面,如图5a所示。方法是右手握刀柄,左手按在刀身头部,相对于水平面倾斜一定角度α为45°~75°左右接触砂轮轮缘面,上下移动刃磨出刀头平面。然后刃磨出刀头侧面,方法是先将刀柄相对于水平面预低一定角度α为45°左右,刀头的侧面接触砂轮轮缘面自下而上地圆弧摆动刀柄至水平位置,逐段磨出圆弧形切削刃。刃磨时刀头平面要始终垂直于砂轮轮缘面,注意刀头两侧圆弧形刀刃要基本对称,如图5b所示。 6 C+ C0 o/ z; w
(2)蛇头刮刀的细磨。蛇头刮刀的细磨主要在细砂轮上进行,刃磨前要将砂轮轮缘面修磨平整。刃磨方法与粗磨的方法相同,要达到刮刀的形状和几何角度要求。在刃磨刀头部分时,要注意经常蘸水冷却,防止淬火部分退火。 5 p: h6 v; T) |4 }) x
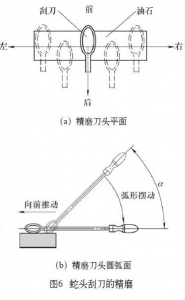
(3)蛇头刮刀的精磨。蛇头刮刀的精磨主要是在油石和天然磨刀石上进行,操作时要在油石上加上适量机油。通过精磨,要使刀头圆弧面的表面粗糙度达到Ra<0.2μm的技术要求。 + \4 `3 E- G. {+ R" r# f; h' J9 j! D
精磨刀头平面。精磨刀头平面的方法与精磨平面刮刀刀头平面的方法相同,如图6a所示。
7 `! X6 v, u7 w: c6 n
精磨刀头圆弧面。精磨刀头圆弧面的方法如图6b所示,右手握刀柄,左手轻轻地按在刀身头部,首先相对于油石表面上抬刀柄角度α为45°左右,然后一边作刀柄由上而下的弧形摆动,同时一边作向前推动,逐段磨出圆弧形切削刃,注意刀头平面要始终垂直于油石表面。在油石表面的刃磨动作轨迹与刃磨平面刮刀基本相同。
2 d: f5 Y5 D1 l h6 f0 v/ K; a | 
 发表于 2018-1-10 21:19:59
发表于 2018-1-10 21:19:59