本帖最后由 xiaobing86203 于 2017-12-28 22:52 编辑 5 h8 T" A& m: x. O K# O8 s
1 j) X2 P( B: D
记得刚转入设计的时候,总工在审图时,第一个要看的就是零件是否有倒角,倒角是否合理?其实别小看这个倒角,虽然感觉是很简单初级的东西,但是如何倒角,倒多大的角,是倒圆角,还是倒斜角,此倒角是否能加工出来??等等,都是值得设计人员要动脑筋想的,所以,今天就来讲一讲倒角的加工技巧,以便于设计人员参考。
4 }# C$ I! F9 @' Z- t) |$ s. _' a
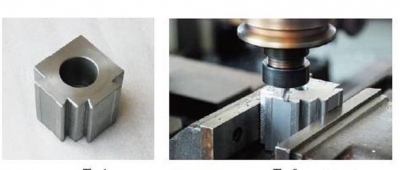
- Z. {6 S! E' C/ F$ r2 S6 V7 }) H! F; t1. 零件刀架体 2 _0 i7 q, @" Y* y! M7 ^
外观质量要求较高,各部位倒角和槽底面的圆弧部分就很难加工,以前用人工倒角,工具一般采用平锉刀或圆弧挫刀,工作效率太低,工人消耗体力太大,外形加工不规则,表面粗糙度质量也很差,达不到要求,如图1所示。造成上述问题的主要原因是工艺落后、多次装夹效率低、操作时用力不均匀。 原工艺流程:铣→车→人工倒角→磨→入库,现工艺流程:铣→车→数控铣床倒角→磨→入库。从工艺流程看,把以前的人工倒角改成了数控铣床倒角。数控铣床加工的具体操作如下,如图2所示。设备采用XK5032A型号数控铣床,主轴转速n=1 180r/min,进给量f=10mm/r。
/ i+ E+ M8 ], n" A2 T
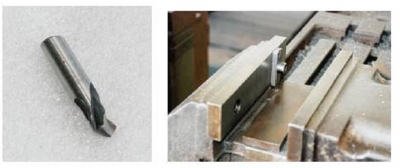
2. 刀具
$ `5 x1 I, Q9 c% [. g' ^所用刀具是以φ 10mm工具钢直柄立铣刀改造的,如图3所示,如果所要倒的角为45°,刀具修磨成90°;如果所要倒的角为30°,刀具修磨成60°。刀具前角和后角数值尽可能小。前角:钻心和边缘进行修磨约为0°~1°,后角约为-3°~-5°,其目的是增加刀具刃具部分的强度和刚度。 & [5 k! v4 t0 \8 u
3. 夹具
/ N8 I, i. M3 m7 a+ f$ h% ^9 M* k
, Y" b9 g* Q* z0 V# X& M! c
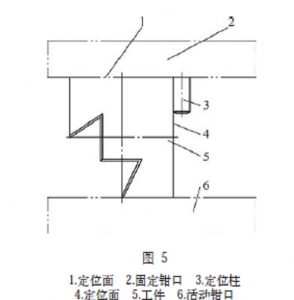
为了实现快速、稳定、可靠的装夹零件,将平口钳进行改造,如图4、图5所示,把平口钳其中一个紧固螺钉换成定位柱,利用平口钳钳死钳口,下导轨,一个定位柱限制零件6个自由度。加工程序以M形部位为例, 如下:
0 j' V$ B, l7 I 0 G. g) H# O/ `6 i# I
G01 Z- F300 G01 G41 X0 Y-( ) X-( ) X-( ) Y-() Y-( ) 4 T5 `. l% j" V8 a
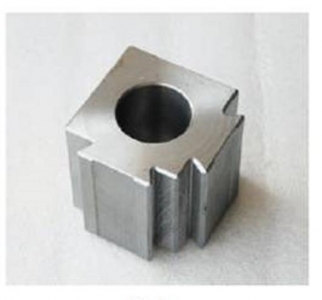
“-”代表坐标原点为基准,坐标轴走的数值为负值。()代表坐标轴走的数值。在加工过程中,如果倒角尺寸达不到要求,可以控制Z轴升降或者改变刀具半径补偿值(D的大小)来实现。工艺改进后,加工工时由原来的1件3min变为2件1min。效率提高6倍,且工人的劳动强度大大降低。加工过程如图6所示。采用新的加工工艺后,工件倒角质量明显提高(见图7)。人工倒角与采用设备倒角效果对比效果显著,如图所示。
. V1 P2 K5 n+ s) o( d
' |$ H. X! V2 W; z& l$ u. O通过以上一系列改进后,利用数控铣床可以加工各式各类倒角,且效率、质量明显提高,在降低工人劳动强度的情况下,同时降低了企业产品的生产成本,为企业的发展奠定了基础。 ! Q5 f* A; b$ N' ^" p& V
| 
 发表于 2017-12-28 22:51:18
发表于 2017-12-28 22:51:18