本帖最后由 xiaobing86203 于 2017-11-6 20:18 编辑
) Y9 K- J" G- G* A7 B% l5 c
" q! s* q+ T7 j- H$ t阀门为何总是故障?在设计、制造、安装、工况、操作、维修整个过程中,每一步都不可松懈。阀门在出厂前或者完成完整的安装后,如何确定是否有问题呢?这就需要通过外观检验和一定的性能试验来检查。通过这些试验结果,便可以将缺陷暴露出来,进行相应的调整,只有全部试验都合格以后才能够投入使用。那么,外观检验需要留意哪些细节?性能试验又包括哪些呢? 外观检验 6 W8 V) |& ]; e" w+ ]" P! T
F' x! G: ~$ _( w( U2、阀座与阀体接合是否牢固,阀芯与阀座是否吻合,密封面有无缺陷。 3、阀杆与阀芯连接是否灵活可靠、阀杆有无弯曲,螺纹有无损坏、腐蚀。 5、阀体上应有铭牌,阀体和铭牌上应包括:制造商名称、阀门名称、公称压力、公称通径等标识。 (a)闸阀、截止阀、节流阀、蝶阀、底阀、调节阀等阀门应处于全关闭位置。 (c)隔膜阀应处于关闭位置,切不可关闭过紧,以防止损坏隔膜阀。
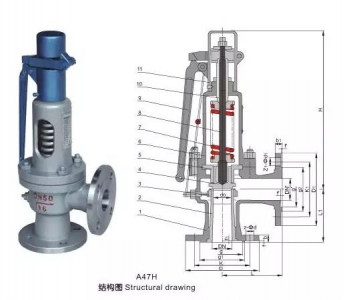
5 ?! Y- ^- q/ R+ z g7、弹簧式安全阀应具有铅封,杠杆式安全阀应有重锤的定位装置。
$ J' X; o3 s. o( s( S( ^; t! e, P _ 8、止回阀的阀瓣或者阀芯动作应灵活准确、无偏心、位移或歪斜现象。 9、衬胶、衬搪瓷及衬塑料的阀门内表面应平整光滑,衬层与基体结合牢固、无裂纹、鼓泡等缺陷。 11、阀门不得有损伤、缺件、腐蚀、铭牌脱落等现象,且阀体不得有脏污。 12、阀门两端应有防护盖保护,手柄或者手轮操作应灵活,不得有卡涩现象。
性能试验 + S1 m9 o- @1 B. J! l& D! e* ^
: ~ U5 |7 `& U3 Y9 _9 I
壳体强度试验阀门可以看成是受压容器,固需满足承受介质压力而不渗漏的要求,故阀体、阀盖等零件的毛坯不应存在影响强度的裂纹、疏松气孔、夹渣等缺陷。
$ [" _6 a+ f" z0 S$ t$ J
* ]/ o0 A( r6 o8 d9 d强度试验一般是在总装后进行。试验通常在常温下进行,为确保使用安全,试验压力P一般为公称压力PN的1.25-1.5倍。试验时阀门处于开启状态,一端封闭,从另一端注入介质并施加压力。检查壳体(体、盖)外露表面,要求在规定的试验持续时间(一般不小于10分钟)内无渗漏,才可认为该阀门强度试验合格。为保证试验的可靠性,强度试验应在阀门涂漆前进行,以水为介质时应将内腔的空气排净。
, R. ~) |9 B6 K I* Z8 i7 r渗漏的阀门,如技术条件允许补焊的可按技术规范进行补焊,但补焊必须重新进行强度试验,并适当延长试验持续时间。
1 u- b- X9 x: Q1 S* @1 N! T密封试验出节流阀外,无论是切断用阀还是调节用阀,均应具有一定的关闭密封性,固阀门在出厂前需逐个进行密封试验,带上密封的阀门还要进行上密封试验。- @. V2 l0 y6 y- }; i# |& D; P/ \
0 A' M8 G4 ^ d* h
试验通常在常温下以公称压力PN进行的,苏阀以1.1倍PN压力下进行。以水为试验介质时,易使阀门产生锈蚀,通常要根据技术要求控制水质,并在试验后将残水吹干或烘干。
. G6 G1 R% `8 ?4 o- {/ O闸阀和球阀由于有两个密封副,故需要进行双向密封试验。试验时,先将阀门开启把通道一端封堵住,压力从另一端引入,待压力升高到规定值时将阀门关闭,然后将封堵端的压力逐渐卸去,并进行检查。另一端也重复上述试验。闸阀的另一种试验方法是在体腔内保持试验压力,从通道两端同时检查阀门的双密封性。 ) @8 v4 y5 l4 Q. o
试验止回阀时,压力应从出口端引入,在入口进行检查。 - \ ^9 x4 d% Z% @/ o h% Q
密封试验时,阀门的关闭力矩应按公称压力与公称通径决定。手动阀门通常只允许用正常体力关闭,而不得借助于其他辅助器械,当手轮直径大于等于320mm时允许用两人关闭。有驱动装置的阀门。应在使用驱动装置的情况下试验。如技术要求上规定有关闭力矩要求时,需用测力扳手测关闭力矩。
1 h) d" k( D1 s/ S' Q8 Y# x% @密封实验应在阀门总装后的强度试验后进行,因为不仅要检验阀门的关闭密封性,还应检验填料及中法兰垫片的密封性。
: L7 k) M9 L( p$ s上密封试验通常在强度试验时一并进行。试验时并阀杆升高到限位置,使阀杆与阀盖密封面紧密接触,将填料压盖松开后检查其密封性。
% n: A; a4 L7 O8 f8 i: I, L用于气体介质的阀门或图纸技术规范书要求作低压气密封试验的阀门,必须按试验标准规范进行,试验介质为氮气或干燥清洁的空气。试验压力为0.6MPa。 2 V6 _7 a6 v/ g* ~
0 y* m' O6 ]2 _3 `9 m( A# N5 Y! [
动作性能试验
9 z& }4 P1 V9 D& |% W8 G; F+ \试验介质同壳体强度试验和密封试验,在壳体强度试验和密封试验合格后进行。
$ x ], D2 C8 A
; S' h/ s- t3 ^& O4 H/ A>>>> 0 R6 ~7 c. L- q7 b m% r
3 Y2 T: \$ K1 F7 g7 W6 b5 |
阀门处于开启状态,阀腔内充压到试验压力,用规定的力矩关闭阀门,在阀瓣的一侧减压,以在开启阀门最不利的方向建立压差,然后以规定的力矩开启阀门,如此进行至少三次以上完整的带载循环动作,以检查阀门开和关的操作是否正常、动作是否灵活、开和关的位置指示是否正确等。
; m' N: b5 o- [* d: f8 |2 ^; I4 k>>>> ) D# B8 B5 \$ m& W) K
2 ^/ z2 E5 S* ^4 ~在规定的压差下作阀门开启试验,试验次数不少于3次。
电动和气动阀门动作性能试验,按阀门技术规格书的规定进行,阀门技术规格书无明确规定时,应以额定执行机构操作阀门完成三次完整的带载循环动作,在整个试验中,阀门必须运行平稳、灵活,阀门开、关必须到位,位置指示必须正确。
真空密封试验
1 ^: f: F, H( h( M一种灵敏度很高的密封试验方法。" G2 B$ B4 H8 {0 I; U5 l
真空试验通常在阀门强度、密封试验合格后进行。为保证试验的准确性,被测阀门应具有很高的清洁度和加工精细密封面。而且阀体、阀盖一般均应采用锻件。
氦质谱检漏:将被测阀门用真空泵抽至规定的真空度后,在阀门被测部位外施加氦气。如有漏隙,氦气便进入阀门的被测部,系统中的氦质谱检漏仪就可显示出来,据此可计算漏率。
微泄露试验 ! ^$ W @( i0 Y6 F+ b! v) X- l
近年来随着人们环保意识的加强,世界上的各种机构对阀门的密封提出了更为严格的要求,特别是对使用介质为强腐蚀性、强辐射性、剧毒时。阀门的微泄漏要求就是其中的一种。阀门的微泄露检测主要是检查阀门中法兰和填料函处的微量泄漏程度,属于阀门壳体密封试验的一种。
O5 {' f4 O) h$ p( k7 V, o
- M9 s% V5 M. g! e' l3 Z) G0 D阀门微泄漏检测的基本原理是:在阀门处于半开半闭状态时向阀门内部通以规定压力的氦气,用已调节好漏率的带吸气探针的氦质谱检漏仪对中腔和填料函部位进行检测,看该部位是否满足用户所规定的漏率。
7 f& q& d7 p3 T3 |" F2 s( l e | 
 发表于 2017-11-6 20:18:29
发表于 2017-11-6 20:18:29