|
|
一种将传统机床电主轴革命性的升级,在原有不改变机床配置的前提下可以提高传统数控机床电主轴的加工能力,可以从原来的0-24000RPM的加工范围,扩展到0-100000RPM的超高转速的加工,这主要得力于KAISTE提供的解决方案:3 i& q; R& _- h2 g/ u, d3 t4 U' o

, A! q; }3 L0 z! U/ h4 F0 I' ^
2 x b/ O n8 t 方案一 HSK63刀柄高速电主轴* r* {8 c B8 _

7 [3 z5 r8 ^4 \2 |. L( | 4015 DC-R-HSK63 – 高速电主轴
: {1 C2 a# w; f: o, k# K! L! W% M9 w+ s0 ?3 @
当传统数控加工中心或是车铣符合中心涉及高速、高精度加工时,理论上就离不开主轴的高转速。我们成功地研制了功能强大的主轴4015 DC转速范围从 5,000 至 80,000 RPM 以及短时间甚至到 100,000 RPM ,采用标准的HSK-63 刀柄,实现了标准快速、无摩擦的换刀,同时不会影响精度,加上已预先调整好的刀具几何尺寸和全自动的更换主轴作为旋转刀具,缩短机床停止时间以及提高生产产量和效率,拓宽了机床提升加工能力,提高了机床加工效率,也大幅度地降低的机床采购成本,并且在数控加工中心和车铣复合中心机床应用市场上得到成功推广使用。
1 v+ | J4 a0 t, }: v& G4 U 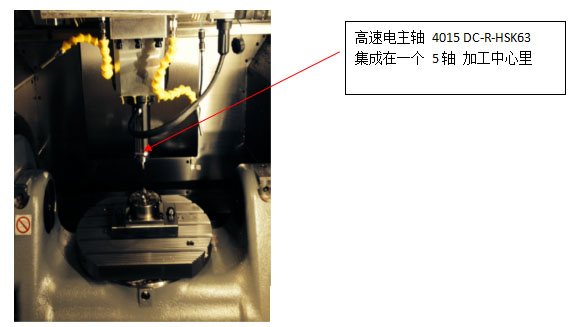 0 G r: K1 @+ l: V 0 G r: K1 @+ l: V
方案二 中孔水冷刀柄式高速电机/ M, ^1 y$ f8 E7 e8 @0 B

. {* h m- ^) N3 k4 e
$ j0 C: _" i z, c% o z, b 4040 DC-S-ER-DD – 很酷的主轴
# E2 U- ?& T2 g+ h4 l 5 h% I) m. H$ i4 T
当钻头或者铣刀以数万转的转速碰到硬金属的时候,刀具很快就会变热,加工零件和刀具都会受热膨胀,这是受影响的不只是加工速度,还有加工精度。 特别是为了帮助加工深孔,我们研制出了带内部冷却的高速电主轴SycoTec 4040 DC-S-ER-DD。 通过先进的设计解决了高速旋转的同时中空冷却,在冷却液压力为80bar时所须克服的阻力和对旋转精度的影响。SycoTec 4040 DC-S-ER-DD 通过输出的较大功率同时还保持低温使得众多高端客户信服。
* c1 n5 [0 N& m3 K# v 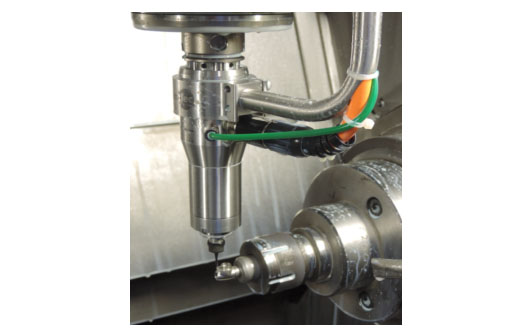 1 n6 c: R2 @% `- ]# p0 P( z: Q3 T 1 n6 c: R2 @% `- ]# p0 P( z: Q3 T
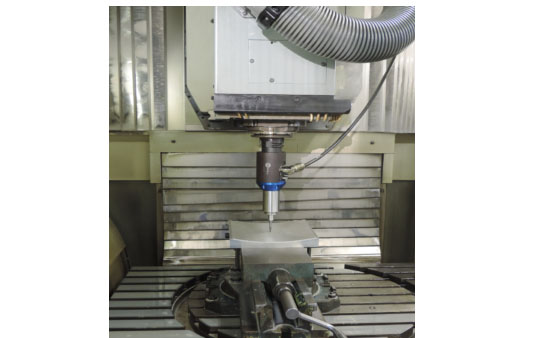
方案三 刀库使用的刀柄高速电主轴& o/ y$ _! `: Q) ~
 " x% A( v- u6 G+ Y5 | " x% A( v- u6 G+ Y5 |
4040 DC-S-CaptoC6 – 功能强大的电主轴 8 W& G2 G( t; n
2 U/ i2 |; d: @6 {$ n9 w" F. G
原理上就是在主轴加工工件的时候偶尔被中断,用另外一只主轴来替换加工。在这种情况我们在4040DC-S上集成了 Capto-C6 刀柄。也有其它的标准刀柄可供选择。4040 DC-S-CaptoC6 可以在 50.000 RPM 提供17 Ncm 扭力,加工出高精度的表面且同时有非常高的加工效率。 2 Y- Z3 L2 f- D9 U# W k
, c$ N- O# }0 x+ n7 W- i4 k3 x4 d7 \+ C6 A# G
|
|

 发表于 2017-6-7 15:46:16
发表于 2017-6-7 15:46:16