|
17590| 33
|
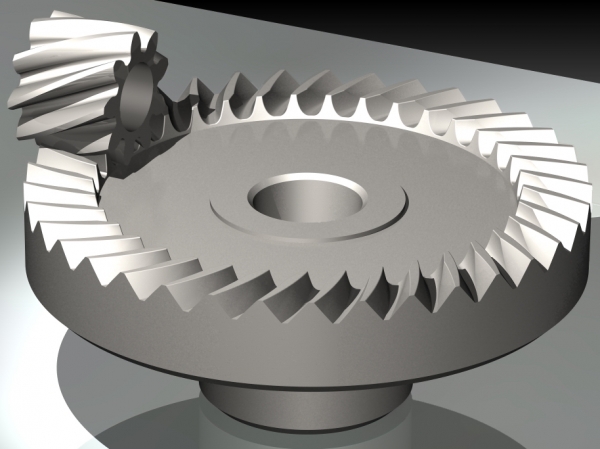
用面齿轮替代部分螺伞 |

点评
现在不能评分了,支持一下
评分
| |||||||||||||||||||||||
| ||
| ||
| ||
Archiver|手机版|小黑屋|机械社区 ( 京ICP备10217105号-1,京ICP证050210号,浙公网安备33038202004372号 )
GMT+8, 2025-9-14 00:37 , Processed in 0.074989 second(s), 21 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.

 发表于 2011-6-22 17:49:44
发表于 2011-6-22 17:49:44
 厉害,是顶一个
厉害,是顶一个
