|
1401| 16
|
请教机加工的问题,呼叫春哥呼叫春哥! |
| ||
点评
不难加工R1深600,不一样加工
| ||
| ||
点评
谦虚了老哥
| ||
|
| |
点评
那很小的r是如何加工的呐,除开火花
| ||
| ||
点评
春哥都说了嘛,可用范围就是他都可以加工
| ||
Archiver|手机版|小黑屋|机械社区 ( 京ICP备10217105号-1,京ICP证050210号,浙公网安备33038202004372号 )
GMT+8, 2025-10-20 18:44 , Processed in 0.079476 second(s), 15 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.

 发表于 2025-5-12 14:21:09
发表于 2025-5-12 14:21:09
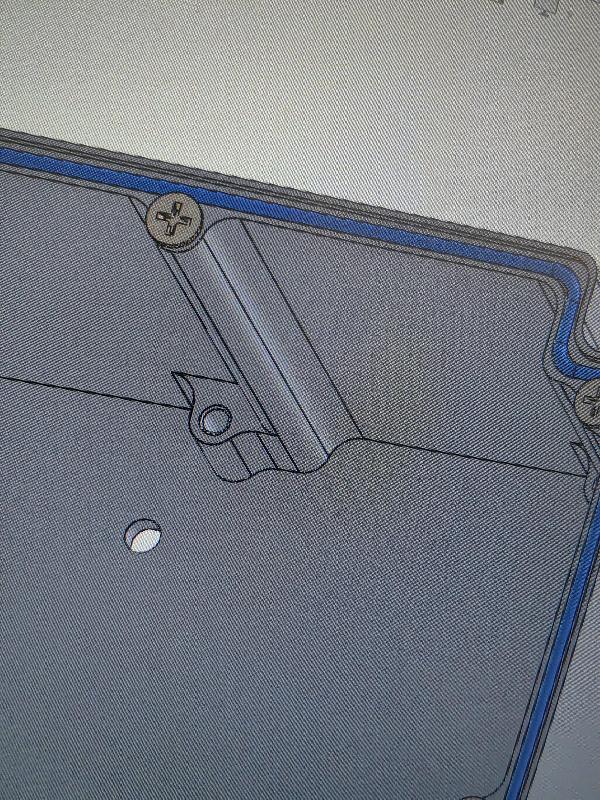
 大佬是春哥,我是班门弄斧。建议用R4, 一般的加工中心都能搞。
大佬是春哥,我是班门弄斧。建议用R4, 一般的加工中心都能搞。