|
|
大家好 关于定长切割这块,大家应该都很熟悉吧,尤其是包装或者印刷行业 这一块涉及的非常多,关于这个问题,我和很多有经验的机械 电气都交流过,感觉并不好,机械工程师就不用说了,这一点理解起来只能大概模模糊糊,反正程序不是他写。 电气工程师有的虽然调试出来,可未必深刻理解透了。小弟不才,抛砖引玉,讨论一下,希望大家指点执正1 r' s! r4 z3 R v" r9 d
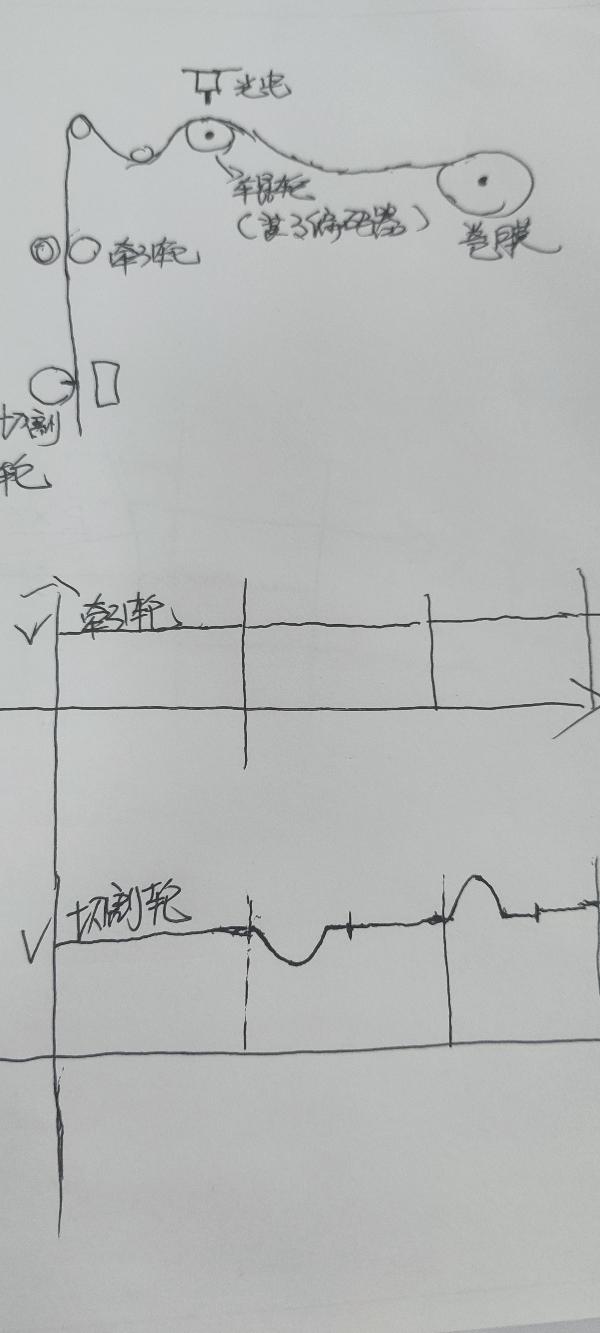
如图所示经典的也是定长切割示意图,这里工艺上是牵引轮拖着膜(可以是纸也可以是塑料膜),牵引轮匀速运动,切割轮假设旋转一圈切割一次。卷馍这里微带阻尼放卷,
- V' b: J# z* }/ e+ s 本示意图一个亮点就是把编码器装载了辊轮轴上,而辊轮轴是靠纸膜拖动旋转的。 大部分人做这个应该都是把编码器装在牵引轮轴上面。我也是第一次见到有设备这么干。并且该设备的电气工程师说这样装更好,才是真正检测纸走了多少偏差。
; z7 R* P: g2 P* l3 l+ F8 s; { 我们先说常规的把编码器装到牵引轮上面而非如图的辊轮上面。
5 s- O# l; ?# z2 ` 这个检测机理就是,牵引轮是匀速运动的,是常转主轴,切割轮是从动轴,要同步跟随牵引轮。所谓的同步就是位置和速度要求,切割时切割轮速度等于牵引轮,切割位置固定。
! _* S' z. @3 m$ c 我图里画了3个周期的切割。 第一个周期内光电信号触发,牵引轮安装处的编码器值为1000,说明纸膜速度正确,不用调整。所以第一周期切割轮速度匀速。
( H3 D: [ b: E- I 第二周期内光电信号出现时编码器值为1050,也就是说纸走慢了,这个时候要在第二周期切割前适当的给切割轮降点速度补偿一下。
1 o' N$ l, [5 k* o 第三周期内光电信号出现时编码器值为950,也就是说纸走快了,这个时候要在第三周期切割前适当的给切割轮加点速度补偿一下。
5 @) V5 c# w! t9 _4 H 也就说每个周期内光电都会检测纸卷膜上面的色标点,从而判断纸模的速度偏差,检测到偏差就要补偿。至于怎么补?各家的Plc指令或功能块都不一样。
5 U3 a$ ]: j! u 再回过头来说一下如果编码器轴装在辊轮上如何?: X. q" F6 y3 m* A
假设光电信号出现时编码器值也应该为1000.第一周期内光电信号出现时编码器值1000,切割轮匀速不调整。' _8 `' t& W, a$ y
第二周期内光电信号出现时编码器值1050.这意味着什么呢?这意味着纸走慢了,光电信号出现时编码器转了更多。这一点很难理解。我们要清楚牵引轮的速度,纸的速度,辊轮的速度都是不一样的。都是有差值的
' Q# r6 W$ _( z3 a& `: T$ g* b! l 其实我们最关心的是纸的位置到底在哪? 前一个方案默认为编码器装在牵引轮,而牵引轮是匀速的是基准,所以编码器也是基准,当光电信号出现时,编码器采样值的不同反应了纸走过的位置变化,也就是纸速度的变化。掌握了这个变化随后的补偿就好做了0 k& A) |6 [, c1 v- i- r
而当编码器装在辊轮上时,这里假设二者速度匹配没有变化,那么当光电信号出现时对应的编码器值也是固定的。 但实际上纸和辊轮之间的速度差是变化的,不是恒定的,这里实际上妄图以二者相互参考,来计算出纸的速度变化。这里由于无论是纸还是辊轮,它们自身都是变化的,都是不匀速的。只是这里的辊轮虽然也不匀速但变化极小,所以这种测法勉强可以。
1 v% T- ]8 \8 n6 U! g 综上所述 把编码器轴装到辊轮上,抛开牵引轮,直接计算辊轮和纸膜之间的变化,从而就认定是纸的变化,由于参考辊轮本身并非绝对匀速,(而牵引轮是绝对匀速的),所以这个变化并非纸膜的。拿这个偏差去补偿纸模原则上来说是错误的。
3 d! Y! t: [! G4 S 所以本案电气工程师的观点编码器轴装到辊轮上而非牵引轮上更好,是一种错误的观点。其实我们旁边就有很多机器编码器装到了牵引轮上。电气工程师们认为装到牵引轮上不好是一种错误的观点。! T B, i s/ z. d6 i: ^* E
由于纸模连续运行,所以装到辊轮轴上没有出现问题。如果纸模间断运行,让辊轮和纸膜之间有明显的速度差,并且辊轮也不再匀速了,这种情况下,编码器装到辊轮轴就问题大了。
1 X- I) W3 u# s' h+ f1 w 所以最佳方案是编码器装到牵引轮或者其他绝对匀速的轴上,而非这个纸模拖动的辊轮轴上面 [img]http://appi.cmiw.cn/upload/2025-01-14/20250114101347_2078794278.jpg[/img] |
|

 发表于 2025-1-14 10:12:12
发表于 2025-1-14 10:12:12