|
“这批工件的精度怎么有些偏差” “差几丝,不影响使用的,没关系”
- \7 t. D& e2 R) Z. {' d1 U
对于机械加工来说,差不多的理念是致命的,一个看起来差不多的产品,如果再和其他组合使用,缺陷就会继续放大,导致工厂的加工品质一直达不到高端精密的制造要求。我们都知道加工中心的工件变形问题比较难解决,因此首先必须分析产生变形的原因,然后才能采取应对的措施。
$ ~# M6 A: T* Q @0 w
一、工件的材质和结构影响形变变形量的大小与形状复杂程度、长宽比和壁厚大小成正比,与材质的刚性和稳定性成正比。所以在设计零件时尽可能的减小这些因素对工件变形的影响。尤其在大型零件的结构上更应该做到结构合理。在加工前也要对毛坯硬度、疏松等缺陷进行严格控制,保证毛坯质量,减少其带来的工件变形。
9 q/ J0 N3 d# K# e; g
: h+ J! B$ G, j3 b* A* N' U6 z1 V3 a
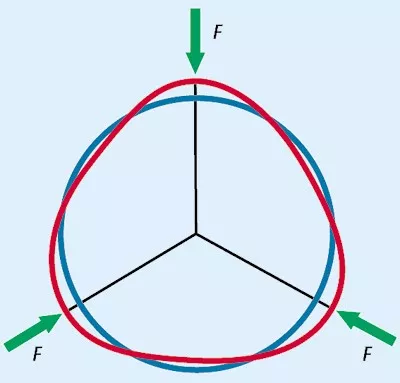
二、工件装夹时造成的变形首先夹具使用需要选择正确的夹紧点,根据夹紧点位置选择适当夹紧力。尽可能使夹紧点和支撑点一致,使夹紧力作用在支撑上,夹紧点应尽可能靠近加工面,且选择受力不易引起夹紧变形的位置。
! C/ i; ]& w5 `/ a2 Y
当工件上有几个方向的夹紧力作用时,要考虑夹紧力的先后顺序。对于使工件与支撑接触夹紧力应先作用,且不易太大,对于平衡切削力
. w! V5 R4 r- N
的主要夹紧力,应作用在后。 , m) x* V, S- v6 A* p
/ z; C! X$ d* ~7 t
增大工件与夹具的接触面积或采用轴向夹紧力。增加零件的刚性,是解决发生夹紧变形的有效办法,但由于薄壁类零件的形状和结构的特点,导致其具有较低的刚性。这样在装夹施力的作用下,就会产生变形。
$ Y! Q4 A& B8 L9 Q& j
增大工件与夹具的接触面积,可有效降低工件件装夹时的变形。如在铣削加工薄壁件时,大量使用弹性压板,目的就是增加接触零件的受力面积;在车削薄壁套的内径及外圆时,无论是采用简单的开口过渡环,还是使用弹性芯轴、整弧卡爪等,均采用的是增大工件装夹时的接触面积。这种方法有利于承载夹紧力,从而避免零件的变形。
$ y+ b: a, A' b+ y
采用轴向夹紧力,在生产中也被广泛使用。设计制作专用夹具可使夹紧力作用在端面上,可以解决由于工件壁薄,刚性较差,导致的工件弯曲变形。
) g# Z* O+ t9 q. Q- d
三、工件加工时造成的变形6 i$ C' d+ W' j0 v; N2 f
工件在切削过程中由于受到切削力的作用,产生向着受力方向的弹性形变,就是我们常说的让刀现象。应对此类变形在刀具上要采取相应的措施,精加工时要求刀具锋利,一方面可减少刀具与工件的摩擦所形成的阻力,另一方面可提高刀具切削工件时的散热能力,从而减少工件上残余的内应力。
7 E/ t: E5 e7 e) n; O( k
# f% s& A- r& R# Y
例如在铣削薄壁类零件的大平面时,使用单刃铣削法。刀具参数选取较大的主偏角和较大的前角,目的就是为了减少切削阻力。由于这种刀具切削轻快,减少了薄壁类零件的变形,在生产中得到广泛的应用。在薄壁零件的车削中,合理的刀具角度对车削时切削力的大小,车削中产生的热变形、工件表面的微观质量都是至关重要的。刀具前角大小,决定着切削变形与刀具前角的锋利程度。前角大,切削变形和摩擦力减小,但前角太大,会使刀具的楔角减小,刀具强度减弱,刀具散热情况差,磨损加快。 ( b, G& n. U& q1 X
一般车削钢件材料的薄壁零件时,用高速刀具,前角取6°~30°,用硬质合金刀具,前角取5°~20°。刀具的后角大,摩擦力小,切削力也相应减小,但后角过大也会使刀具强度减弱。在车削薄壁零件时,用高速钢车刀,刀具后角取6°~12°,用硬质合金刀具,后角取4°~12°,精车时取较大的后角,粗车时取较小的后角。车薄壁零件的内外圆时,取大的主偏角,正确选择刀具是应对工件变形的必要条件。 ; |% S( ~* ?0 V% o1 J4 |: _ L. ?
% n- W* G2 Y i" ^2 w+ J. e( J
加工中刀具和工件摩擦产生的热量也会使工件变形,因此在很多时候选择高速切削加工。在高速切削加工中,由于切屑在较短时间内被切除,绝大部分切削热被切屑带走,减少了工件的热变形;其次,在高速加工中,由于切削层材料软化部分的减少,也可减少零件加工的变形,有利于保证零件的尺寸、形状精度。另外,切削液主要用来减少切削过程中的摩擦和降低切削温度。合理使用切削液对提高刀具的耐用度和加工表面质量、加工精度具有重要作用。因此,在加工中为防止零件变形必须合理使用充分的切削液。 ( O! Y" q0 V* {0 b& r& ~$ u
加工中采用合理的切削用量是保证零件精度的关键因素。在加工精度要求较高的薄壁类零件时,一般采取对称加工,使相对的两面产生的应力均衡,达到一个稳定状态,加工后工件平整。但当某一工序采取较大的吃刀量时,由于拉应力、压应力失去平衡,工件便会产生变形。 9 L8 L& g1 @9 B
薄壁零件车削时变形是多方面的,装夹工件时的夹紧力,切削工件时切削力,工件阻碍刀具切削时产生的弹性变形和塑性变形,使切削区温度升高而产生热变形。所以,我们要在粗加工时,背吃刀量和进给量可以取大些;精加工时,刀量一般在0.2~0.5mm,进给量一般在0.1~0.2mm/r,甚至更小,切削速度6~120m/min,精车时用尽量高的切削速度,但不易过为高。合理选择好切削用量,从而到达减少零件变形的目的。 & M }- {) z8 ^- z9 U
四、加工后应力变形加工后,零件本身存在内应力,这些内应力分布是一种相对平衡的状态,零件外形相对稳定,但是去除一些材料和热处理后内应力发生变化,这时工件需要重新达到力的平衡所以外形就发生了变化。 + P% G4 E4 |: _) O0 a4 M4 s" u' Y
解决这类变形可以通过热处理的方法,把需要校直的工件叠成一定高度,采用一定工装压紧成平直状态,然后把工装和工件一起放入加热炉中,根据零件材料的不同,选择不同的加热温度和加热时间。热校直后,工件内部组织稳定。此时,工件不仅得到了较高的直线度,而且加工硬化现象得到消除,更便于零件的进一步精加工。铸件要做到时效处理,尽量消除内部的残余应力,采用变形后再加工的方式,即粗加工-时效-再加工。 \. U% {" I6 p: F- Y
对于大型零件要采用仿形加工,即预计工件装配后的变形量,加工时在相反的方向预留出变形量,可有效的防止零件在装配后的变形。
; j8 ]- W1 P2 ]" j! N$ a; v
综上所述,对于易变形工件,在毛坯和加工工艺上都要采用相应的对策,需根据不同情况加以分析,都会找到一条合适的工艺路线的。当然,上述的方法只是进一步减小工件变形,如果想得到更高精的工件,还需要不断的学习、探讨和研究。 % N# N! N4 E0 w
5 F* T* h* `# L" M, V' P9 } y s) s) t
| 
 发表于 2023-7-3 09:49:25
发表于 2023-7-3 09:49:25