|
薄型油压缸与一般的油缸一样都是以油液作为工作介质,通过密封容积的变化来传递运动,通过油液内部的压力来传递动力。但其体积小,比一般油缸较节省安装空间,实现机械的轻薄短小的要求,且防漏效果更佳、使用寿命更长,使之应用越来越广泛,尤其是在数控机床和塑料成型领域更受青睐。 0 l+ Y5 K, t9 _; t& {. @
每种形式的油缸均根据不同的使用配备要求具有不同的规格型号。而油泵盖是组成薄型油压缸的关键主要零件之一。 ?* ?" x# Y, |
+ R6 J* p8 x0 ? _8 Q
图1 油泵盖效果图
, C( |" ~ Q. |' a3 X
油泵盖也随着缸体的规格型号的不同有不同尺寸规格,其由碟型盖与推出、拉入油孔通油槽路通过铸造组成,其主要作用是与工作轴配合并对油缸进行进出密封。
+ p. Y2 \) t: S$ u9 V
为此,下文将介绍其中一种规格油泵盖零件的机械加工过程,并设计一套适合该类薄型而又结构复杂的零件加工专用夹具。 $ @; J! r ?$ \. {
油泵盖零件形状结构分析该油泵盖零件三维立体效果如图1所示,零件图如图2所示,图1为油泵盖的正面与背面。
6 Z( w' H( a. V: l9 Q& m
! o7 N; v$ ?3 \, u: c1 S图2 油泵盖零件图 / a7 t1 E0 m8 B& [. K
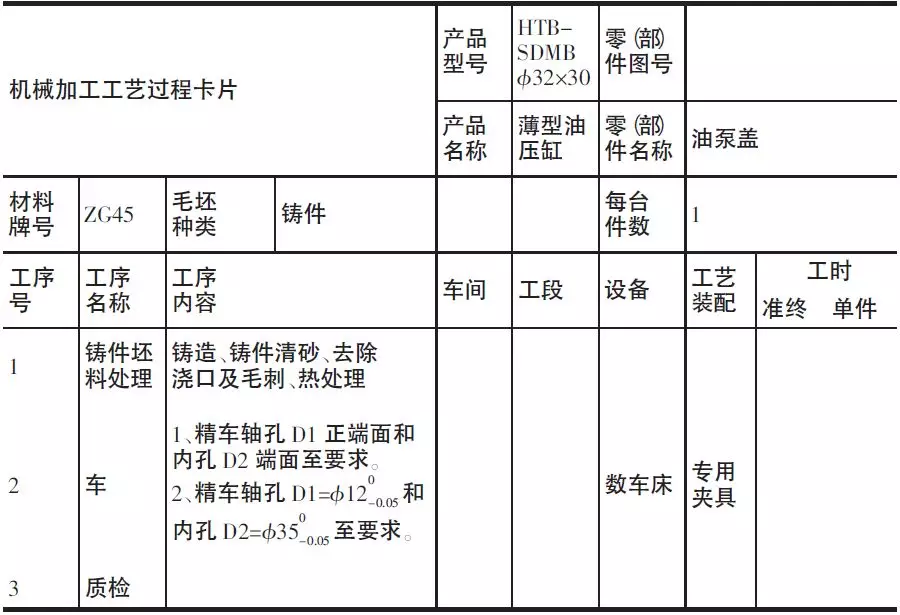
零件坯料为铸件,有铸出孔,材料是铸钢(ZG45),由以上两图可知,该零件形状结构较为复杂,且盖壁结构厚度较薄,主要由碟型盖结构与推出、拉入油孔通油槽路结构组成,该零件主要工作配合面为正面,零件坯料外径∅60mm,碟型盖厚度为2.5mm,坯料总厚度为14.9mm。 % c8 @7 F$ Z4 v# |9 l6 c$ o
根据该零件的使用要求及技术要求,铸件坯料本身已达到半精加工的精度(约达8级),其主要的加工表面为轴孔D1=∅120-0.05与其正端面、正面内孔D2=∅350-0.05与其端面;其余结构及表面如∅60外圆及端面、一些圆弧槽、凹槽等结构以及背面结构等可通过坯料处理工序进行。鉴于主要的加工表面的加工要求,可通过车削工序进行零件的精加工,可采用精镗方法,但要解决装夹问题。
* ]0 Q5 Q7 g V
油泵盖零件加工方案的拟定, o8 i% E# t( B7 f7 z
鉴于以上零件形状结构分析的情况,拟定油泵盖零件加工方案,主要的加工过程如下: ' }4 j" T* z8 G, b" _5 H6 M, ^6 v
, H6 [- c9 S, v- {/ @7 L
表1 油泵盖机械加工工艺过程表
( N1 t. e k: n& W( g4 e1 z- A- z
本文就着重来讲讲工艺装配中专用夹具的设计与应用。 1 E% C G' U! g7 Z$ o
油泵盖加工专用夹具设计分析
, d* E' u3 V. T5 @) s1、专用夹具组成 & t% ?2 m8 y z6 q! z% j% n
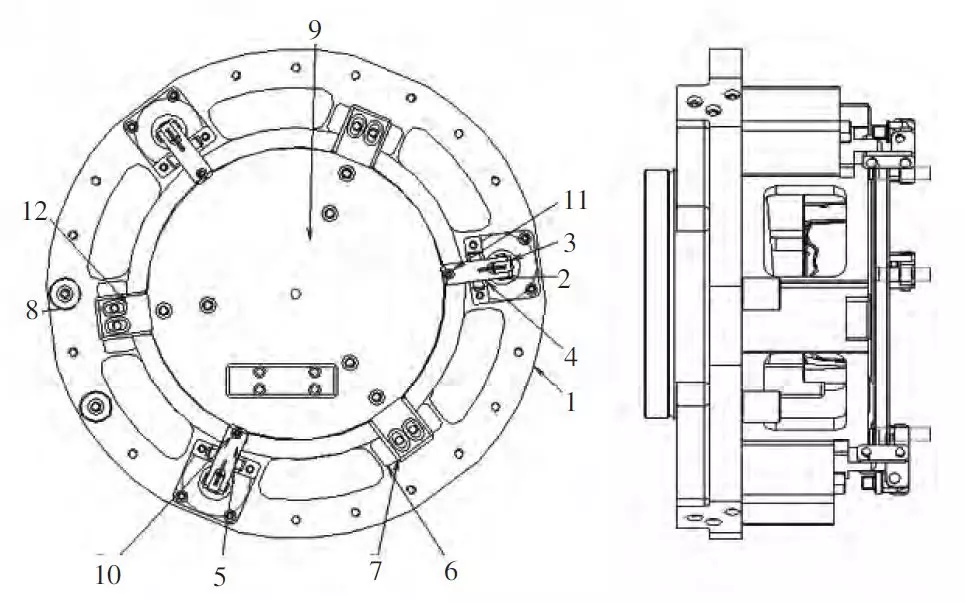
该专用夹具的结构组成如图3、4所示,该夹具主要由主轴过度法兰、粗固定座、连接法兰、分油轴、调节块、铜压头、定位滑块、定位座、支承头、铰链座、连接杆、压块、面板等零件组成。 1 s: V! T1 o p& }+ i
6 _, v- Z, M5 B4 e8 Z
图3 夹具三维效果图 & b4 A' U7 m" V7 P* l% v5 N( w
8 ^) C: H0 n- B2 z; a
图4 夹具总装图 ( O! y) ^' B$ v/ x
1.面板 2.铜压头 3.连接杆 4.铰链座 5.压块 6.定位座 7.定位滑块 8.调节块 9.连接法兰(盖板) 10.铜压头 11.支承头 12.粗固定座 % a) N2 h$ g9 p0 o4 v" ~
2、各组成件的设计与其在夹具中的功能作用 : f$ f6 ?4 g& T# z
(1)定位元件设计分析:该夹具通过把三个支承头(图4中11)与三个定位滑块(图4中7)装配在粗固定座(图4中13)上,工件定位时由六个定位支承点,有效提高工件在加工中的刚度,使零件在加工中不易变形,同时由于支承头与定位滑块均可调整,可适合不同粗糙度的定位面的定位,扩大了其适用范围。其中三个定位滑块起主要定位作用,装配在定位座上;三个支承头与定位滑块均匀相间装配在粗定位座上,为提高零件加工刚度起辅助支承作用;定位座圆周均布与粗定位座烧焊后整体加工所得。 8 ~8 y3 v( T: W2 C/ D1 Q5 s0 F
(2)夹紧装置设计分析:该夹具的夹紧装置主要由立柱、铰链座(图4中4)、连接杆(图4中3)、压块(图4中5)及铜压头(图4中2)组成,该夹紧装置利用杠杆原理,使铜压头施加夹紧力,且夹紧力的作用方向为垂直工件定位接触面,这样不仅达到减少预紧力效果,同时使装夹工件更为方便快捷。 - C% @; j3 [- d4 |) g; U' h
(3)夹具体设计分析:夹具体由面板(图4中1)、连接法兰(图4中9)、主轴过渡法兰(图4中12)、分油轴等组成,通过主轴过渡法兰一面连接车床主轴,另一面连接面板,面板与盖板的内孔装配分油轴,再与粗固定座连接。 $ T+ c. u+ ~! y, G* @
3、夹具的装夹效果
! u1 D. F, ]: y
该夹具采用三个圆周均布的支承头及三个圆周均布的定位滑块进行定位,定位精度准确、充分,能有效均匀分布地承受轴向载荷,提高零件加工刚度;且通过由原来通用夹具的径向装夹改变为轴向装夹,有效防止在加工中因夹紧力而产生变形,同时具有可调性,对定位面粗糙不均都可适用,并且利用杠杆原理夹紧,装夹工件省力、方便、可靠,对于类似于上文中的薄型而又结构复杂的零件的装夹加工大大提高了加工效率,该零件装夹结果如图5所示。该夹具不仅适用于车床,稍作改动后也可适用于磨床、铣床等通用机床。
( B7 L! j! q. {( M, V8 d' N4 b
- `/ Z! Y% B( U2 W! K$ ` h
图5 零件装夹效果图
$ f& @/ w) R1 G3 e. w4 P, L4 G0 G
. O3 \% t1 o/ D | 
 发表于 2023-4-11 13:28:18
发表于 2023-4-11 13:28:18