|
在机械加工中,使用普通钻床或数控钻铣床加工位置精度要求较高的斜孔很难达到需求。随着数控机床技术的飞速发展,特别是多轴数控机床的出现,加工斜孔在多轴数控机床上得以实现,如当时三轴加工中心的面世就解决了很多生产上的难题,“加工难,精度低,劳动强度大”已成为过去。
9 j# {' _2 v3 S ~( h2 U
为了适应市场多样性的需求,供应商被要求生产不同类型的非标产品且量大精度高,以往的机床设备都无法满足。而三轴加工中心只具有对工件的顶面进行切削加工的功能,若遇形状较复杂的加工件要在加工中获得成型,则要进行多次装夹加工,如加工圆孔座板斜孔就相对麻烦,且产品合格率不高。
]5 I- z$ J$ n6 i
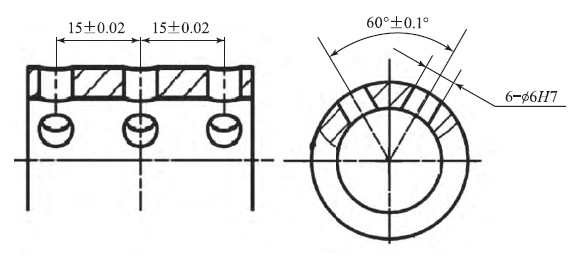
加工圆孔座板斜孔的案例有约2000个旧圆孔座板,因设计改造,需要在圆孔外周钻准6mm斜孔(图1)。分析图纸得知需要加工部位的精度要求和加工数量,如果使用钻铣床加工,该设备主轴无法摆成一定的角度,加工精度也很难达到产品的需求。分析之后,这个零件更合适在四轴加工中心上加工,加工效率更高,需要设计一个专用夹具。 - U: T$ s# ~8 L U6 m9 p3 z
图1 圆孔座板零件图 ' r$ s" T8 @3 e9 d/ r: ]! I
这里主要推荐一款应用四轴加工圆孔座板的新型夹具。
+ `( r! ^! T O+ Y% P/ z" }
圆孔座板的斜孔加工工艺制定5 i" C2 k+ i/ b+ ~
一、圆孔座板的斜孔加工工艺分析 + F, |4 G* _1 Q9 e, _: j8 g
(1)待加工孔中心轴与对称孔中心轴成60°±0.1°,而且孔中心轴线经过准20mm通孔的圆心,加工公差只有±0.1° 。 (2)同一侧孔的中心距为15±0.02mm,孔的尺寸公差是H7(图2)。 4 y' \ j! e. i w& f
图2 局部加工图
6 O( t9 A+ m9 r5 M
二、加工工艺制定 该工件需要加工的部位为孔加工,且该孔的尺寸精度和位置精度要求高,所以工艺规程中分钻、铰两个工序。由于需要加工孔的中心轴线不在同一个平面,完成一侧的孔加工后需要转动60°再加工另一侧的孔,需要夹具有可转动的功能。
4 ~; s: c: |- T q; D! h, a6 g# ~
圆孔座板的斜孔加工夹具设计& M- {# J! O: K* L
一、夹具的设计原理 (1)设计一套夹具在四轴加工中心上加工,使该夹具可以随着四轴加工中心的第四轴转动,带动产品也转动一定的角度,使准6mm孔钻头不用摆角度就可以分别钻准6mm孔与另外一边的准6mm孔,这样就可以实现一次装夹完成所有孔的加工。 7 f& s( k3 V- h" g
(2)为了保证准6mm孔的位置精度和尺寸精度,加工工件的旋转中心必须是准20±0.01mm通孔的圆心。也就是说,此夹具要满足加工工件、夹具和机床的第四轴旋转中心必须同心这个条件。
: y4 o1 D+ I4 [# m: ]
二、夹具定位元件的确定
& {. y2 n6 {% k% [1 X
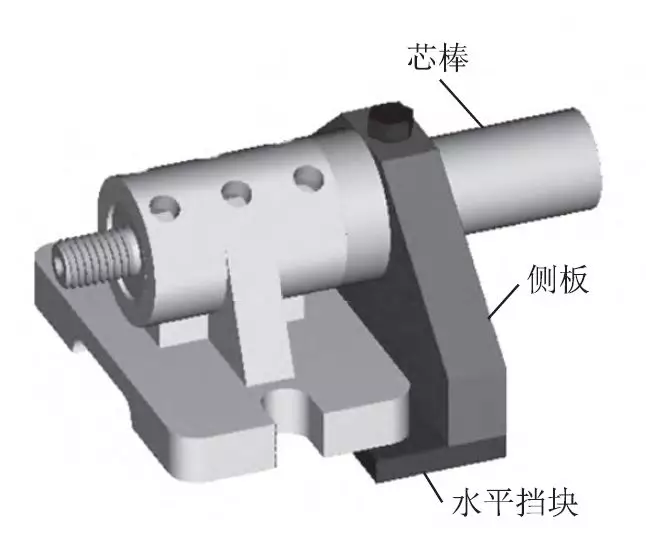
(1)芯棒。将该产品准20±0.01mm通孔置于芯棒上,可消除产品Z、Y方向的移动和转动以及X轴的移动五个自由度。 (2)水平挡块。通过辅助侧板固定在产品底部,可消除产品绕X轴的转动。 夹具定位元件如图3所示。 * J. v2 [! N. a2 g0 g! d
图3 定位元件 ( p4 Q# y8 Z2 Y6 @& J( b
三、夹紧方案及夹紧装置的设计 6 }& i' f) G; D$ v
根据夹紧力应朝向主要定位基准,并使其作用点落在被加工产品刚性较好的部位的原则,可选用快速螺旋压板机构(图4),使夹紧力作用在产品准20±0.01 mm通孔的左端面上。 # B5 q4 O! Y' t
图4 夹紧机构 ( ^8 [, a! t# m9 m
四、夹具刚性分析与误差分析
. d+ P0 b/ z. C$ a# S4 N
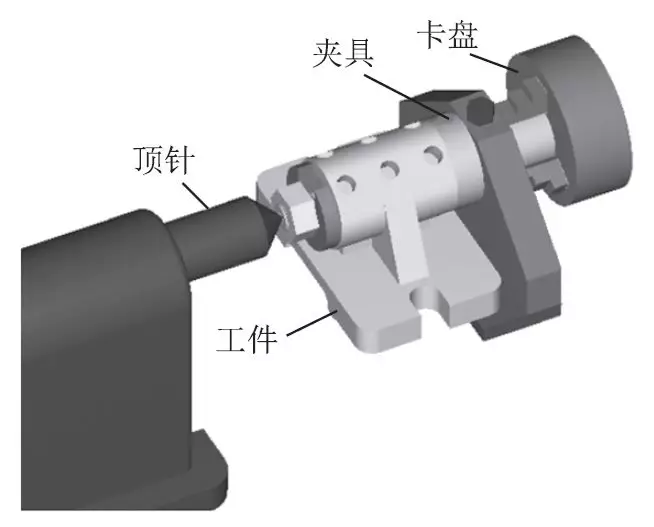
(1)夹具的主要元件是芯棒,是承受大部分切削力的部件,而芯棒的直径只有准20mm,在加工的过程中会发生震动,影响产品加工部位的位置精度。为了避免发生震动这种情况的出现,可以在夹具的左侧增加顶针来提高夹具的刚性,夹具采用一夹一顶的方式装夹。
0 i! J8 A- h" j- _
图5 刚性分析图
& @7 M) r8 d0 {
(2)夹具在定位产品时,水平挡板可能与产品之间有间隙,产品装夹的角度误差不影响产品的加工误差。当产品以准20mm通孔的圆心为旋转中心旋转0.1°时,产品底部的间隙是0.07mm,辅助侧板准20mm通孔的圆心到底面的设计尺寸为(30±0.05)mm,这个夹具可以满足产品的加工需求。
6 U+ T& V+ z; X& J" y& u
图6 误差分析图
* e7 p g9 H" u" K4 S9 F* Q. G
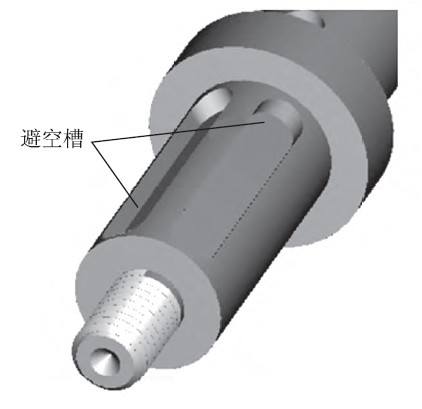
五、夹具设计优化 产品在本夹具装夹需要加工的部位是通孔,为了避免孔加工时对芯棒产生切削力,影响加工精度,可以在芯轴上增加两条避空槽,在加工时避开芯棒。
7 C8 Z, E$ @. w9 ~; q! o# o5 \
图7 避空槽图 6 ^4 h: a5 _4 T) M
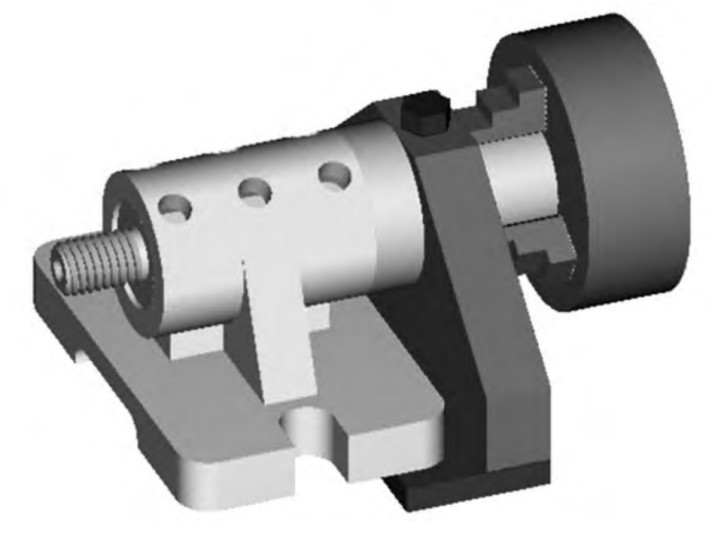
六、产品的定位与夹紧 (1)产品是采用芯棒夹具进行装夹的,安装好夹具校正芯棒的中心轴线与机床旋转轴中心轴线同轴后,从夹具左边把产品套进去,产品∅20的通孔与芯棒∅20的外圆配合,碰到∅30外圆的左端面停下,就限制了产品五个自由度(沿X、Y、Z轴的移动和绕Y、Z轴的转动),也保证了产品的旋转中心轴线与夹具的旋转中心轴线同轴。 8 J$ O! }1 L* ?. ~/ s
图8 产品在芯棒定位图 1 d3 Q0 w8 A- b; r" i
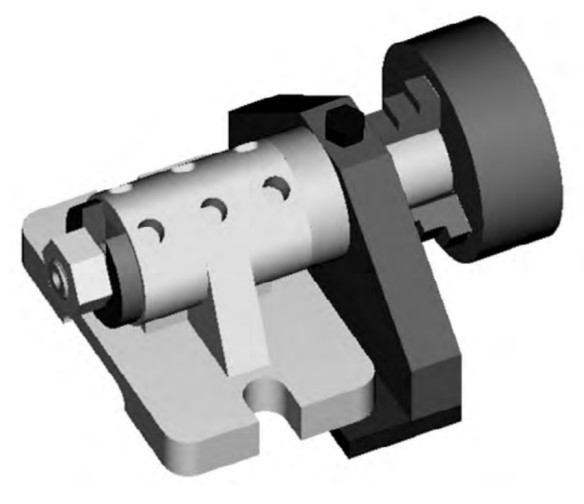
(2)锁紧底板底部螺丝保证产品的水平位置,同时也限制了产品绕X轴旋转的自由度。 (3)应用夹紧装置对产品进行压紧,完成对产品的装夹。 ! }2 u' R8 n8 J. y, k+ r
图9 产品夹紧效果图 3 e# G! @% m/ Y3 ]3 Z; e
这套设计出的新型夹具加工精度要求和生产成本较低,易制作,在中、小批量的生产中,生产成本基本上可以忽略不计,使用此套夹具进行零件生产,可以对加工工艺进行优化,零件从二次装夹减少到一次装夹,节省了装夹辅助时间,更好地保证了加工零件的尺寸精度,提高了加工效率,因为加装了开口垫片,装拆产品时不需把夹紧机构全拆下来,只需拧松螺丝把开口垫片取下就可以对工件进行装拆,也降低了生产操作者的劳动强度和上手难度。 " \ A* t5 j# ^( E" }8 P8 u7 K* g; |
G/ }% S% ]+ d- B/ n. u( r | 
 发表于 2023-3-30 09:44:31
发表于 2023-3-30 09:44:31