|
在利用数控车床车制轴承滚子时,机床自带夹具存在一定的问题:只适合车削尺寸比较细的棒料;当棒料比较粗(大于Φ45mm)时,出现夹紧力不足,造成刀具和夹具损坏等问题。为此经过实际分析,决定将自带夹具改造为弹性夹具。
# Y8 [* u1 y, O& q) w! a* Y, h5 u$ j
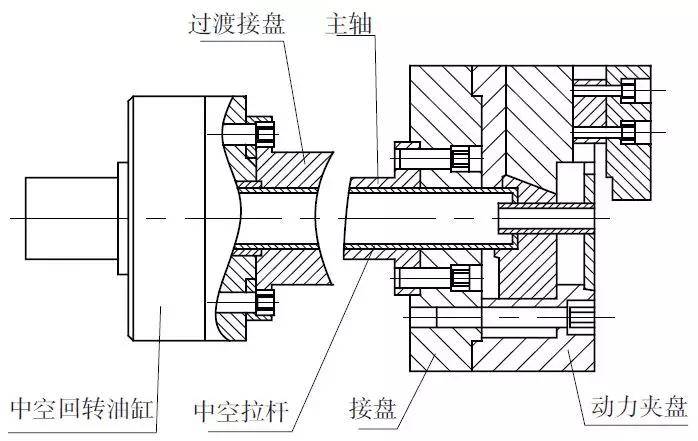
一、原有夹具存在的问题车床主要车制轴承滚子,车床原设计自带夹具为普通楔式中空液压动力三爪夹盘,如下所示。
/ \$ V1 ]$ y6 d
▲ 液压动力三爪夹盘
. A/ R+ h% j! t' _+ x+ q
此种夹盘通过中空拉杆在油压的作用下推动连接盘向上运动,滑块随之运动,把力传递给夹爪,挤压夹爪沿滑道运动,夹紧工件;当中空拉杆在另一侧油压的作用下推动连接盘向下运动时,带动夹爪背向圆心运动,也就是张开夹爪。
2 h" o% |- v; u, k+ [5 x% I4 a8 d
▲ 液压夹紧机构 - T+ G; g) t$ ]7 T
为了减少料头,提高材料的利用率,该设备设计棒料长度3m。棒料依靠料架、导向套的支撑,进入回转油缸,通过中空拉杆后由夹爪夹紧。棒料与导向套之间的间隙在2~3mm,棒料存在一定的弯曲现象,因此,当转速达到额定转速时,由于棒料的离心力作用,夹爪夹持力丧失较多。随着工件直径的增加,棒料的离心力增加,同时工件所受的切削力也增加,夹爪夹紧力就会不足,常常发生棒料转动和向后位移,造成滚子废品。
) L3 Y5 ] ?" U7 q: T
▲ 料架和导向套支撑棒料机构
+ a! s7 t. n2 b2 w/ w# Q7 w
为解决夹紧力不足的问题,尝试把油压调高到极限油压2.8~3.0MPa,使夹盘的夹紧力增大,满足了工作需要,但同时会出现夹伤棒料表面、动力夹盘压盖变形、螺栓和备帽断裂、料管螺纹损坏、瞬间发生撞刀,造成车刀蹦刃等现象。在加工Φ45mm以上滚子时,只能通过降低转速或缩短料棒的长度(由3m变为2m)来满足工作需要,大大降低了生产效率或材料利用率。 + a" B2 V- Z3 `; G- s
二、三爪夹盘的改进+ m F1 e/ G0 \% [% Q ?9 ~
为了充分提升此种设备的利用率,在降低设备故障率的同时,扩大其滚子加工范围(车制滚子直径增加至Φ64mm之内),对车床自带夹具进行了改进。
- f" Y4 ?" h/ a/ i" m: z( H
▲ 弹性夹具结构 * V) Y( L& b* |9 ]: N
改进后的夹具取消了原有普通液压三爪夹盘,重新设计制造了弹性夹具。新设计的夹具主要由弹簧套夹头、夹持环、夹持块、夹具体、过渡盘、料管、安全防护罩等部件组成。安装步骤如下所示。
% B' }/ q/ E8 I/ S4 v" B! L. D
▲ 弹性夹具安装步骤
0 a2 O) m. r9 g
三、弹性夹具的工作原理
; r4 ]3 S, q2 ~' ^通过过渡盘把夹具体与主轴相连接,弹簧套夹头安装在夹具体内,并与料管通过螺纹连接在一起,夹持环安装在弹簧夹头上,通过夹持环来定位弹簧套夹头,以便对夹持块进行精车调整,达到对棒料外圆的定位夹紧,精车完成后,取下夹持环。 9 a5 P; @) ^! H
弹性夹具的夹持块的内径尺寸精车后应该与棒料尺寸相同,以确保夹持块内圆弧面与棒料的外圆弧面充分接触,增大对棒料的夹紧力,防止棒料发生转动和向后位移,夹持块的外径为标准尺寸,其余部件都设计成通用工件。加工不同直径滚子时,只需要更换不同型号的夹持块,便可实现对不同产品的装夹加工。更换夹持块方便快捷。
: A- B, W8 [: H1 t0 y/ h+ Q' r
四、弹性夹具的对比优势
+ t8 l# K, M6 M) \3 q$ n1.定心精度高,装夹工件快捷方便,夹持工件稳定; 0 r5 G" h' ]1 C2 e0 ~, d" F( H
2.改成弹性装夹后,根据产品的投料范围制作相应的夹持块,设计简单,制作方便,更换产品时只需更换夹持块便可完成夹具的更换; 3 b; v8 [) q& H; L
3.改成弹性装夹后,在加工大尺寸的滚子时,不会出现崩刃和棒料转动以及位移现象,彻底解决了三爪夹盘夹紧工件存在的废品率高、产品质量不稳定、刀具时常损坏等问题; ! G- Y' B) K7 G0 \% N
4.改成弹性装夹后,设备的加工范围由原来的直径Φ45mm以下的滚子,增加到可以加工直径Φ64mm以下的滚子,设备利用率得到了显著提高; 6 I5 y% |9 X- _2 k- U, D. ~
5.改成弹性装夹后,加工效率提高了一倍,例如,改造前在加工小球面滚子时,由于球面曲率大,加工倒角和球面曲率时,吃刀量和切削力增加,原有的三爪夹盘夹紧力不够,棒料夹不紧,容易在倒角处产生振纹。为了保证产品质量,需要通过两次进刀,减小切削力,来消除倒角处产生的振纹;
3 K* U' X+ H; p
6.由于弹性夹具夹紧力增大,棒料的料头长度也大幅度缩短,与原来相比,每根棒料的料头长度缩短了50~60mm,有效节约了原材料;
2 G! z; O5 P; [. F% P' ^
7.由于弹性夹具增加了与工件的接触面积,在保证不减少夹紧力的前提下,减少了夹具与工件之间的单位压力,即减少了液压压力和工装的损坏。 / G$ S5 a X3 E) `
| 
 发表于 2023-2-17 14:21:26
发表于 2023-2-17 14:21:26