|
这里分别有钻床、铣床、车床夹具的设计案例,对杠杆臂、叶轮等工件做了详细的定位夹紧分析,相信你看了一定能够有所收获!
+ w! n3 V$ v( j' d6 o6 K
Part.1 钻床夹具设计实例1、工件 " h2 [4 F! n4 G5 b
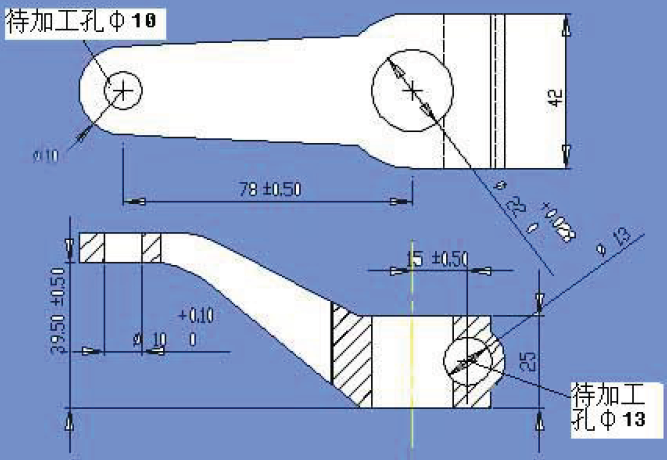
加工杠杆臂上两个相互垂直的φ10mm和φ13mm孔。
0 m7 x. [5 |1 E1 o0 z
图1 杠杆臂 , @2 z' Y1 W4 g* \
2、确定定位方案
$ j9 |7 i8 z% D# H
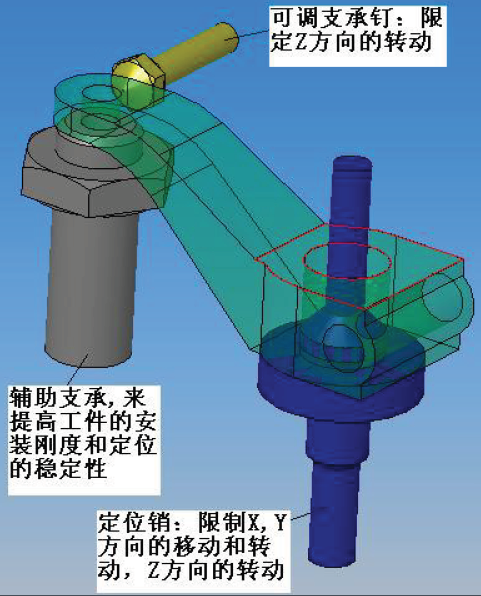
根据零件的构造,以Φ22mm的孔为定位基准,这样可以避免基准不重合误差,同时可以限定四个自由度。再用一个螺母限定零件的上下窜动的自由度和用一个支撑钉限定零件沿Φ22mm中心线转动的自由度,实现完全定位。
: X U% r' H* O0 K4 X3 i$ l
3、定位元件的选择
0 ?# H1 u4 p+ Z% F' e5 D% A% @* i; Z
定位销:插入Φ22mm的孔,用来限制X,Y方向的移动和转动,共四个自由度。 可调支承钉:限定Z方向的转动。 辅助支承:提高工件的安装刚度和定位的稳定性。
X$ _. G# n. G- J) a; `
图2 圆柱孔定位 0 ?9 W3 X3 m1 j3 i* H' m2 s
4、钻模板类型选择 选用固定式钻模板,制造方便、定位精度高。
0 _' E' ^& L; K
图3 固定式钻模板
5 I1 v0 X1 T. j/ h- A
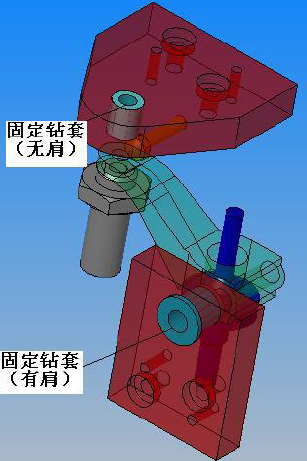
5、钻模板类型选择 由于孔φ10mm和φ13mm,一次钻孔就可达到要求,因此采用固定式钻套。(Φ10mm选无肩;Φ13mm选有肩)。
4 ?1 v& C2 ]! k3 T+ q+ ~* `
图4 钻套 0 K9 `0 N3 q2 B1 H* N R9 R
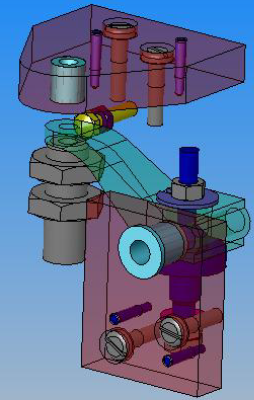
6、确定夹紧方案 根据零件的定位方案,采用锁紧螺母和开口垫圈来实现快速锁紧夹紧机构,它与一个加工面位置靠近,增加了刚性,零件夹紧变形也小,但对于另一个加工面较远,故采用辅助定位(螺旋辅助支承)元件来固定,提高刚性。 " i; N, [7 g) _" M* Q+ S/ ]: Q: S9 o
图5 夹紧三维结构图
, Y! C7 T7 N- t! c+ U$ J3 ]
7、选用夹具体 图6 铸造夹具体
6 ^7 ?) n) t5 c
图7 钻床夹具总装配图 1 R+ H9 a. D: ?8 u" w; P# u
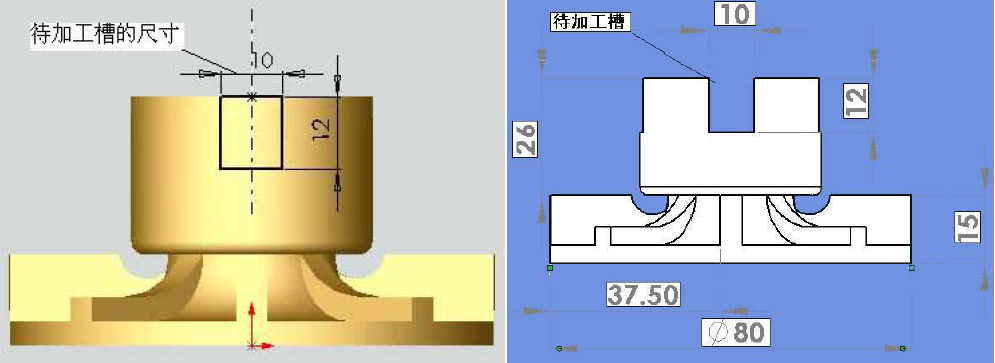
Part.2 铣床夹具设计实例1、工件 水泵叶轮,要求设计一副铣床夹具,用在卧式铣床上加工两条互成90°的十字槽。 4 Y9 U* P. {) v
图8 工件三维结构图 5 X. Q* p0 B6 y
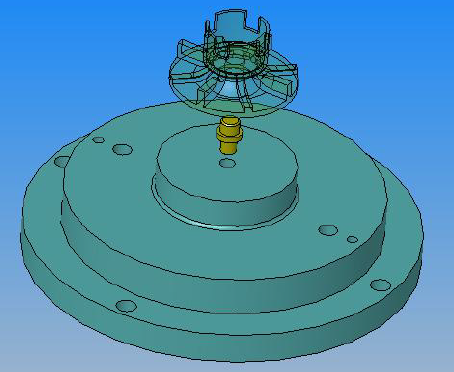
2、定位方法 工件定位时需完全限制六个方向的自由度: 沿X,Y,Z方向的水平运动以及轴向转动。所以定位方案为将加工过的叶轮底面放置在一个大的圆形定位盘上,以大平面定位,消除X,Y方向的转动自由度和Z方向的移动自由度。用一个定位销与叶轮上的孔相配合,以此消除X,Y的移动自由度。 " v8 a* }7 X0 G& m
图9
8 |9 D+ P& ^0 y0 F! G# G
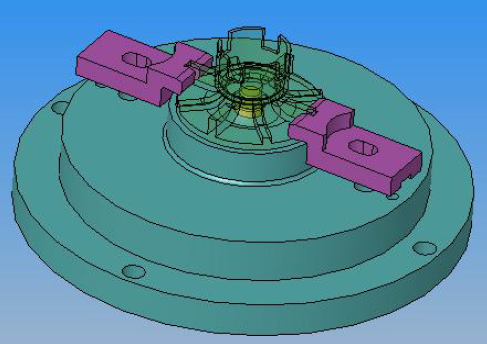
利用两块开槽的压板从两个方向卡住叶片,并将它们固定在定位盘上,这样就消除了Z方向的转动自由度。 X6 J# I5 V3 Q* m
图10
7 C1 i. D Y1 t5 n
3、对刀方案 加工槽的铣刀需要两个方向对刀,故采用直角对刀块,配合1mm的塞尺使用。 $ }! @% a9 k# b7 u5 S p% ]
图11 & H- O b: S# m$ C# s7 Z: U$ x
图12对刀块位置 + w$ x# D1 g Z* P' q
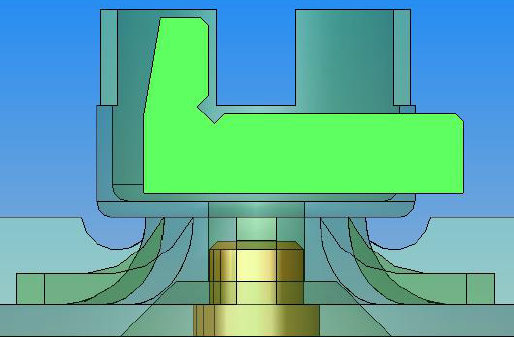
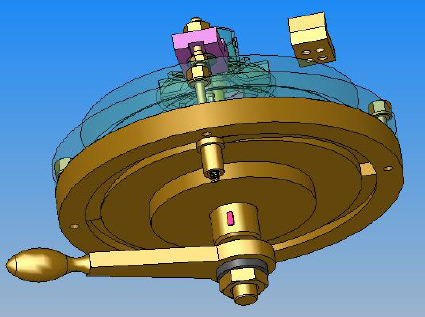
4、确定夹紧方案 工件以中心孔及底面在定位销和定位盘的端面上定位,并使叶轮上的叶片与压板头部的缺口对中,旋转螺母,通过杠杆使两块压板同时夹紧工件。同时选用移动式弯曲压板,实现快速装拆。 * e! Y$ @7 p) Z6 J0 r% i
图13 1 w3 o" E2 T" g' f9 q
5、分度机构设计 选用立轴式回转分度装置,由于工件的定位夹紧机构尺寸较大,使用分度盘加定位销的分度方案,盘底有四段斜槽,分度盘与定位盘之间用螺钉固定。 $ {: J, e/ x0 ]1 E
图14
2 \) g* }3 R P0 c( w- x3 D: F
在夹具体上开一沉头孔,孔中放入销套,销套与定位销配合,底部有弹簧。这样,当分度盘转动时,销始终在斜槽中运动,每转过90°,销就在弹簧的作用上升至最高点,反靠夹紧。
0 G! }6 S# ?7 Y& _% c
图15 3 H* r0 T- `6 E. i& g
6、夹具体与定位键 为保证夹具在工作台上安装稳定,按照夹具体的高宽比不大于1.25的原则确定其宽度,并在两端设置耳座,以便固定。定位键位置如图16所示。
2 l4 z' y' S; D1 f
图16 ( N" I( r, O- u6 m3 ?' R
7、铣床夹具总装配图 9 s0 X) S2 `+ c Z# h
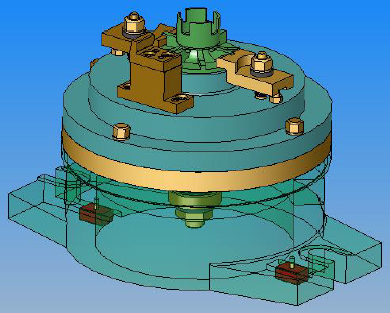
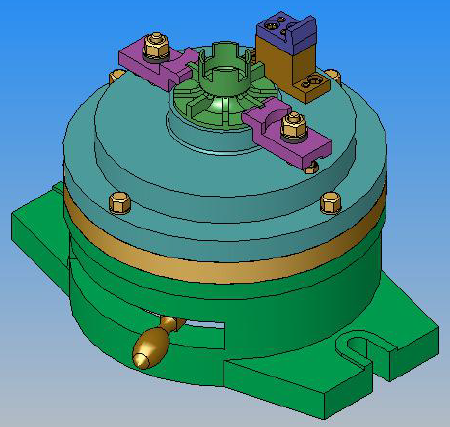
图17 铣床夹具三维结构
3 d) ?1 u% d6 ^& {
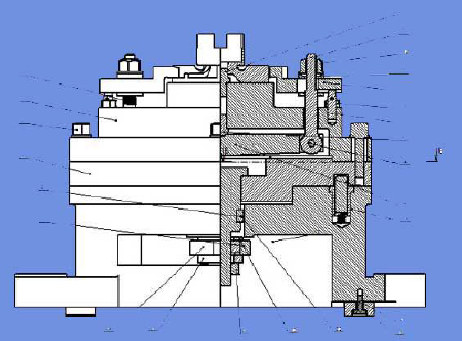
图18 铣床夹具工程图
" |. P1 ]' ?& S
Part.3 车床夹具设计实例
/ b9 X" D+ v& B/ v1、工件 如图19,需要加工φ40的孔。 ; E2 c$ M& A# {8 |- u4 U; y! K
图19
# m. e+ D' ~! {; X* a+ K5 p
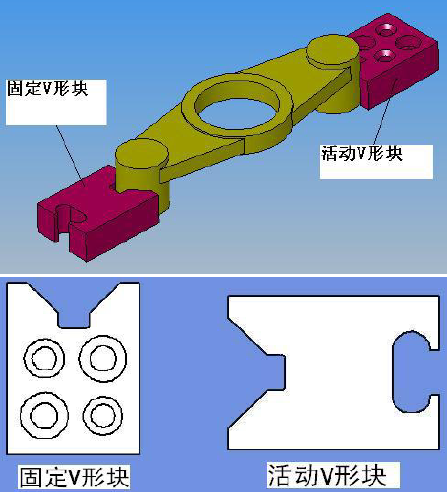
2、确定定位方案 根据尺寸和形位、精度要求,工件定位时需限制四个方向的自由度:沿X,Y方向的水平运动以及轴向转动。固定V形块限制X方向的移动,Y方向的移动和转动。活动V形块限制X方向的转动。 ' Q2 \9 z! w. P% T0 e. z
图20 V形块定位 # U3 x$ j% g" ^7 C
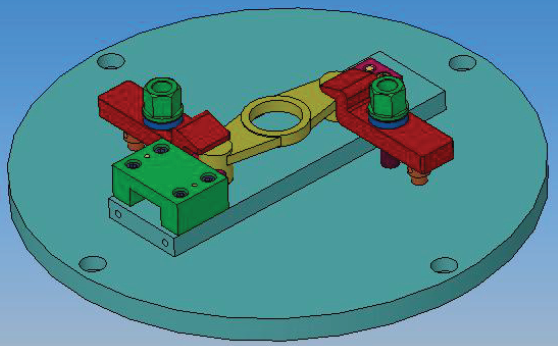
3、确定夹紧方案 根据定位方案,采用移动压板式螺旋夹紧机构。
8 ^) y3 F) M, T9 ]) T% n
图21
5 m9 f1 t& g1 D+ X6 F
4、确定夹紧方案
: {6 ]- r- K% y' Z/ X5 B+ j. x
图22
! t( j# ?1 h# [% J5 I1 z
图23 过渡盘 ( m2 s, N( E8 f$ Q' v/ M
图24 车床夹具装配图 8 s- F$ R* _% [8 L' T" P
| 
 发表于 2022-12-13 09:21:53
发表于 2022-12-13 09:21:53