|
V型块适用于精密轴类零部件的检测,划线,定位等,是平台测量中的重要辅助工具。今天就让机械社区带大家学习关于V型块的相关计算与夹紧图示。 7 ~+ R B6 A Y* l
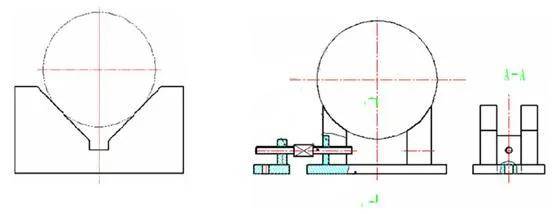
图1 花岗石V形块
9 f( V: [+ g! a/ h$ Q
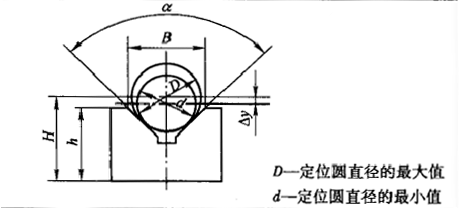
一、V形块的尺寸及定位误差的计算图2 参数示意图 " f" |7 ^! p# q" E
当工件以外圆柱面定位时,V形块是用得最多的定位元件,由于定位不准而造成工序尺寸或位置要求方面的加工误差。V形块的尺寸及定位误差的计算公式见表3。 # @! R& f! z" ~0 L' ]7 {
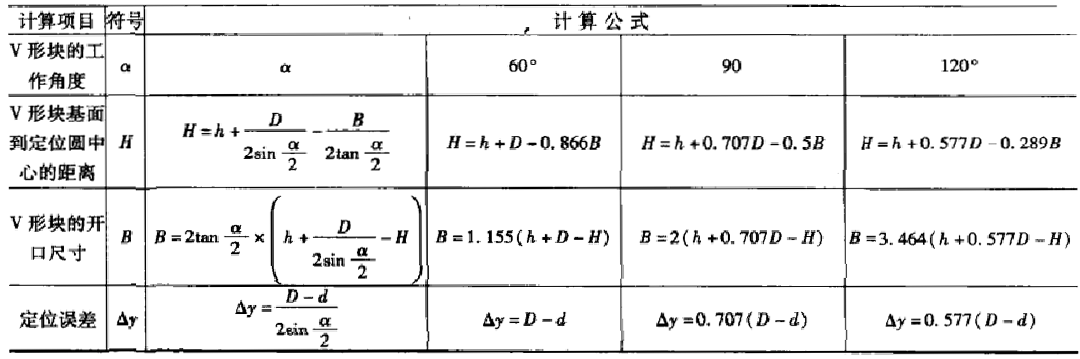
表3 计算公式表格 m, B9 ?# H _* P! S. g9 Q
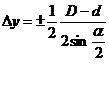
注:1. 为使定位误差对称分布,在计算V形块尺寸H和B时,公式中的D值可取定位面的中间尺寸,即 7 c- }2 ^0 N( E9 ]4 \. j( b) N
此时定位误差: 3 b$ G: w9 c1 w" j+ {) O
2. V形块的工作角度α越大,定位误差越小,但工作角度α越大,定位稳定性越差。所以一般常用工作角度为90o。 ( p9 h; s7 c4 g7 D
二、V型块固定图例
5 a: y3 g0 U4 {. u0 E, C$ |V型块是可以固定或者活动的,当他们被弹簧加载时,他们将会自动退出。在其他一些实例中,也可用夹紧螺钉使他们退出。 . [: l4 m! V- E5 T$ V
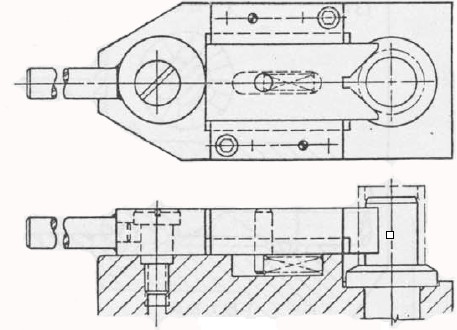
图4 图5 图6 图7 图8 三、关于V型块固定的改进3.1 以前镗筒体内孔用的两种V 型块 ; t5 M' m7 K' E# o; C
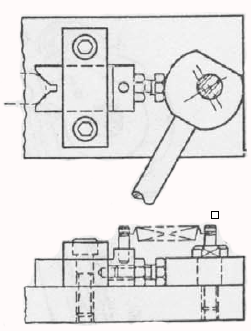
图9 固定式V 型块(左一)与微小调节V 型块(右一右二)
4 K4 \6 R. o# @) k
使用固定式V 型块在找正时,如果偏离了只能通过捶打来调节,操作者每次使用的力度都不一样,这样会使一个方向的偏离转到另一个方向的偏离,反复进行,这样需要消耗很多时间,加大了滚筒加工的成本和操作者的劳动强度。 * T2 Q2 R8 }1 O5 m7 d }' e
使用微小调节V型块同时也是劳动强度很大的,因为这种V 型块是整体的,而仅仅是通过螺杆螺纹联接来传递动力的,这种动力是很小的却需要很大的动力源 ,虽然这种调节是微小的但是对于操作者来说的劳动强度比较大。
6 {. @2 w) a2 ~% z. A+ c& c# v8 t
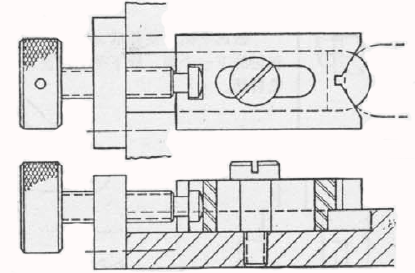
3.2 镗床可调V 型块的创新设计 ; U" n: y" [9 T
如图9所示,这种可调V 型块的设计原理是在上述两种V 型块的基础上做了两个方面的改造:
- z0 |/ W3 p# i; b3 S) m
# R: e; x; J( F. w: G9 X
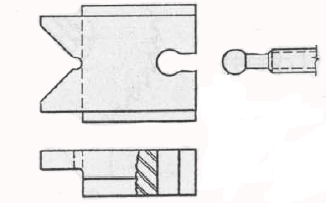
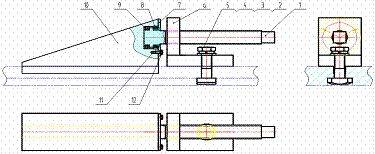
图10 可调V 型块结构图 1-螺杆,2-六角薄螺母,3-弹簧垫圈24,4-平垫圈,5-T形槽用螺栓 ,6-后座, 7-压盖,8-深沟球轴承,9-推力球轴承,10-滑块, 11-羊毛毡,12-六角头螺栓
X, q9 w* F1 r% E1 M$ I* A
1) 把原来由螺杆的左右旋向改为由深沟球轴承和推力球轴承来实现动力的传递,深沟球轴承只承受径向载荷而推力球轴承只承受轴向载荷而且承受的轴向载荷比较大;
* X# p$ N1 n) f2 w" t
2) 把整体V 型块分解为两个单独的V 型块,并与镗床工作台T 型槽固定,这样保证了对称性和稳定性; 通过上述这两点可以看出,这种V 型块能方便地传递动力源并且操作者的劳动强度降低了,很大程度上减少了生产成本,提高了效率和质量,但是一段时间内就要对轴承进行润滑保护作用,而且在加工大滚筒时螺纹的自锁能力不够强。 : H0 Q% J, b; ~8 ?
| 
 发表于 2022-12-3 09:51:09
发表于 2022-12-3 09:51:09