|
目前在精密机床上一般使用的是以下两种具有柔性的精密卡盘。一种是液压卡盘,其缺点是在使用过程中,由于活动卡爪的磨损而降低定心精度,且卡盘尚需一液压马达作动力源,其整体结构庞大;另一种是薄膜卡盘,它不存在上述缺点并在一定程度上能满足其工作要求。 3 v& ^8 P2 J- I( I# Q& E( D
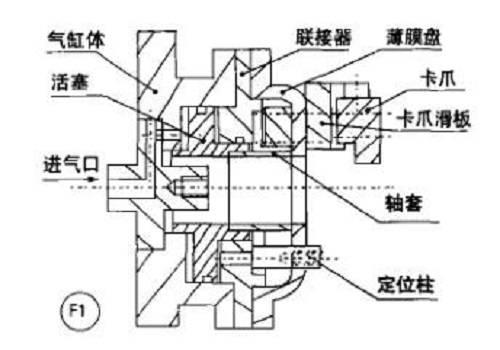
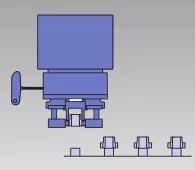
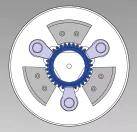
由于薄膜卡盘在使用过程中能保持稳定的精度,不受操作者技术水平的影响,且可快速装夹和远距离控制,因此它在批量和自动生产系统更能发挥优越性。图1所示的薄膜盘,其关键零件是一个环形的薄膜盘,其厚度自外径向中心逐步增加,薄膜盘上固定有按圆周间隔为90°分布的四块带有燕尾槽的滑板,每块滑板上装有 一个可径向调整的刚性卡爪。径向调整卡爪的位置,便可夹紧不同直径的工件。薄膜盘外端面与联接器固接,此联接器又与活塞气缸联接为一体。 # O7 w& F$ }+ ^4 D% o: Y' q4 s; t/ U9 q
图1 薄膜卡盘的结构
; Z1 u4 |# p$ a& I. L
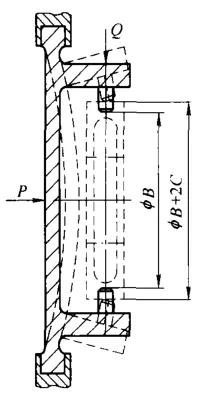
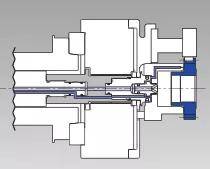
薄膜卡盘的工作原理如图2。在外力P的作用下,卡盘的膜片产生弯曲并造成变形,使卡爪转动一个角度,这时,固定在卡爪中的夹紧螺钉与卡爪一起作径向移动,同时也转过相同的角度,因此各个卡爪止夹紧表面的初始直径B胀大并等于B+2C(图中虚线表示),其中C是每个夹紧螺钉的移动量,B应小于工件定位基准直径的最小值。当力P停止作用后,膜片、卡爪及夹紧螺钉一起企图恢复到原来自由位置,但由于工件直径大于B,所以膜片只能仍然处于变形状态下,夹紧工件的力即由此弹性变形而形成,这夹紧力的大小由变形量2C(工件直径与直径B之差)决定。2C值越大,夹紧工件的力也越大。薄膜卡盘既可以夹紧外表面,也可以夹紧内表面,在夹紧工件的内表面时,使膜片产生弯曲的力P与图示方向相反。
4 m! g1 Y* w9 j5 _3 P
图2
& r+ i$ V0 ]: M4 f& ]! q" s
在设计薄膜卡盘时,一定要考虑卡盘的夹紧力,如果夹紧力过大,则容易使工件产生过大变形,从而导致工件被释放后,被加工表面不圆。如果夹紧力太小会造成夹不紧工件,而使工件在加工过程中脱落,出现事故。
; W- ~% D3 n1 v- u0 {
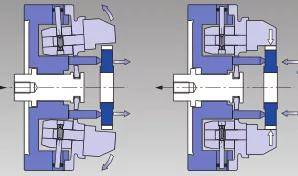
薄膜卡盘的两种应用一、最适合硬车、磨削、高精车的薄膜夹持技术快换卡爪 8 I; G! r; P7 U" i8 {# T n, _% r
简单的核心原理: 基于薄膜的弹性变形达到无滑动部件、无摩擦、离心力补偿。
5 Y9 g. z5 b4 m2 m0 u0 C$ g
图3 薄膜系统操作原理 6 Q5 q. g7 ]7 c! ?4 V% K; q" |
特点: 1.卡爪安装和定位时间短
! r! d0 L8 n" g" m) O, K" J h
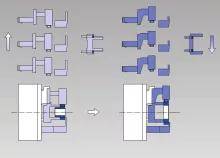
图4 / `2 ?: c: r4 ~: [6 A# y
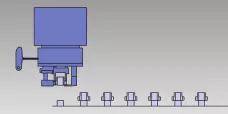
2.非常适合抓取式机床,径向进入的快换机构 ) s+ `; Y8 {2 b' |
图5 : U% X& `) Q9 K* d
3.介质输入:气检 + 气流/冷却液
# j( V; E1 Q: Q2 x
图6 ; Z0 z$ N: h$ q! D% X
4.可完全互换的卡爪 图7
/ O$ {9 a$ k2 v# B* ]; b
任一套卡爪都能安装在任一卡盘上,并能保持较好的同心度
* z: n# L( G. ^' u8 N
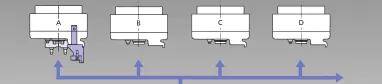
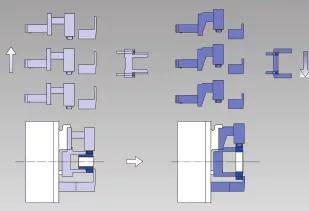
二、用于硬车或磨削可夹持易变形的薄壁件的薄膜卡盘 : q; A; l6 ?: o# A2 D
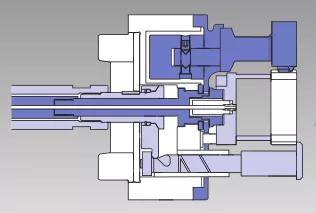
工件的径向定心/夹紧使用带有快换卡爪系统,轴向夹紧使用带有轴向补偿的摆动-后压爪使用双活塞油缸驱动, 单独地驱动薄膜卡爪和轴向摆动-后压爪。
- e. q s8 b% G; P: ?3 n
图8 卡盘原理 # u+ i& G( `2 S' v; V/ p5 O, P
工作流程: 1.装载:定心爪松开,摆动-后压爪松开/向外转
. g% i/ w7 C' i9 z- r
图9 装载
! `+ u- e( E( Z6 z
2.定心:定心爪夹紧
( S H" |: z4 @* E
图10 定心
# {* P; H5 I' |4 U
3.夹紧:摆动-后压爪向内转+轴向压紧
( d6 k4 Y, |2 ?3 j
图11 夹紧
, y" r# r) e9 ~: t
4.加工:定心爪松开或夹紧
7 ?4 I6 ~/ C0 x* U
图12 加工
- e+ Z( R8 W; W3 j
特点: 1.安装调整时间短 1 I, x e; w' n, i" N! T
图13 : I' {4 A7 w5 R u) C
2.非常适合抓取式机床 * T o2 u2 I+ } H
图14
6 R7 x2 Y q+ O7 _' U
3.也可以只用于径向夹紧
2 ^* H j# C* c3 [8 ^0 o
图15
4 T+ H2 R6 W9 v8 e' W6 r# {% o
结 语由于弹性薄膜卡盘具有定心精度高、结构简单紧凑、工作平稳、夹紧方便等优点,因此在环形工件的精车、磨内外圆、齿轮精磨内孔等工序中日益得到广泛的应用。 4 j; P% C8 m# k8 |0 h, Y
4 d# V# k3 o3 `$ T+ | V7 {
| 
 发表于 2022-11-19 10:02:16
发表于 2022-11-19 10:02:16