|
汽车零部件因其种类多、结构复杂、制造难度大、批量生产任务重等因素,因此决定了零部件在制造过程中对工装夹具的高要求。固定盘是汽车传动系统最重要的零部件之一,其加工精度将直接影响传动系统的品质与性能。 2 _ {- F7 f* C! P8 q
根据工装设备中液压夹具装夹方便、自动化程度高的优势,下文介绍了一种汽车固定盘零部件制造四轴液压夹具,不仅实现了模块化生产,而且大大降低了生产成本。
5 U6 u3 @" \" x$ |, t5 Q3 F( \
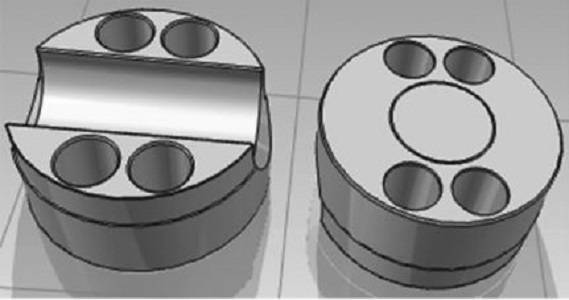
一、汽车固定盘的工艺分析图1为汽车固定盘的实体图,该产品的加工特点是大批量、加工精度要求高、交货周期短。通过对该产品的加工工艺分析,确定该产品的加工工艺流程:数控车粗加工毛坯→ 数控车精加工外形(保证零件尺寸精度)→数控铣床加工端面孔→数控铣加工端面圆弧槽。 : T7 `, l& n9 d$ p `* f
从产品的加工流程可知数控车床加工部分可以实现产品的批量生产,但是数控铣床加工部分如果没有专用的装夹设备是很难实现零件的批量生产,同时难以保证产品批量生产时次品率最低。
$ B4 _# G9 g* P T; G: k5 {
图1 固定盘实体 5 X$ t7 {+ j- T; R3 ?' O7 x8 x
经过综合研究产品的加工工艺过程、加工技术要求、生产成本以及生产效率,要保证大批量生产必须设计具有批量生产的液压夹具,同时该零件在加工时需要数控加工中心旋转角度加工端面圆弧槽提高加工效率,因此选择四轴加工中心铣削。
e5 Q3 `$ c2 a% e M; j
二、四轴加工中心夹具结构及其工作过程
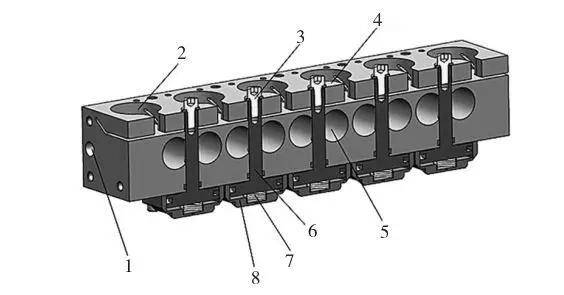
( O. e" A6 g3 x# W5 ]加工该零件的夹具为三点定位夹紧方式的四轴液压夹具,四轴液压夹具是应用液压夹具原理实现零件的定位装夹。图2为四轴液压夹具结构图,它主要是由四轴分度转盘、液压站、夹具体组成。该四轴液压夹具的工作过程主要是液压站通过液压油产生压力推动夹具上的单作用液压缸实现零件的定位装夹。
: ~, \2 u7 t/ X( C) u! n
图2 四轴液压夹具设计图
9 e% E2 _) H% k$ F
1.进油口 2.圆沟槽 3.锁紧螺钉 4.夹具体 5.排屑孔 6.油缸活塞 7.油缸弹簧 8.油缸
5 j9 C$ |6 i4 p; C3 d
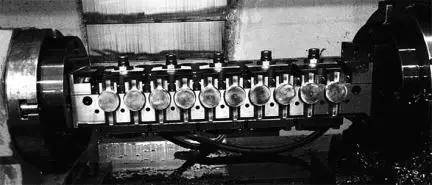
如图3所示,夹具体和液压缸装配好后,将夹具两端,通过法兰装夹到四轴分度盘上。液压油通过夹具体进油孔输入,油液进入5个液压缸,在液压油推力作用下,活塞杆向下压缩弹簧,弹簧被压缩后夹具体上下表面在液压缸和活塞、螺钉作用下被夹紧。当液压油失去压力后,弹簧逐渐恢复弹性,工件在夹具体上松开。 * u7 N1 g1 \( Z
图3 四轴液压夹具产品 ! Z, A- [& I, Z' ]
夹具设计细节点评:该夹具在设计过程中综合考虑了加工环境和工作要求,其中有几个细节对夹具在工作中起到了重要的作用。 第一,夹具体上表面圆形沟槽。此沟槽的作用是降低夹具体上表面夹紧部位的应力集中,使得上表面在动作时更易被液压缸压缩夹紧。 : z( X' {- K: v9 d9 e4 T0 w
第二,工件在定位面上设计成凸圆悬空三点定位的支撑方式,不仅可以起到定位的作用,而且可以有效降低工件振动。 : O3 ~; }" ~0 B( ?( _" i1 J
第三,工件定位部位的通孔。此处通孔的作用是方便排出铁屑。 : a! g7 R6 p' n+ C8 H
第四,工件装夹部位的半圆槽,它的作用是当刀具在加工工件表面的圆槽时避免与夹具发生干涉, 有效的起到了避空的作用。
- T: M6 ]2 O2 s0 }1 c3 w* X
三、四轴液压夹具的主要参数设计
, k* p4 \& B d2 y液压夹具虽然与气动夹具具有相似的优点,但是液压夹具的工作压力大且稳定,因此液压夹具常用于大批量、重切削的自动化生产。液压夹具的设计过程主要是根据实际用途需要,首先结合工况要求确定液压夹具的类型,然后根据相关技术要求确定液压夹具的相关参数,如液压缸缸径、液压缸夹具的夹紧力、液压缸的外负载等。该研究设计的四轴液压夹具采用的是单缸单作用液压缸(图2、图3 所示),液压夹具在设计时其中负载受力是关键因素,然后确定其缸径等其他参数。液压缸在工作时所受外负载力F 包括三种类型:一是工作负载,二是惯性负载,三是摩擦阻力负载。因此液压缸外负载为:
6 r' P3 u2 \. Y
F = Fw + Fa + Ff 式中: Fw 为工作负载,对于金属切削机床来说,即为机床加工时的切削合力; Fa 为运动部件速度变化时的惯性负载; Ff 为导轨摩擦阻力负载,启动时为静摩擦阻力,启动后为动摩擦阻力,对于平导轨Ff 可由Ff =f(G + FRn ) 求得,G 为运动部件重力(此处按1000N); FRn 为垂直于导轨的工作负载(此处为切削轴向力); f为导轨摩擦系数,分别取动摩擦、静摩擦系数为0. 1、0.2。
; W* a) Q9 b/ D. y* _8 m2 J. Z8 V1 d
3 g6 I6 h1 v' i
j. d' n1 ?5 G; z7 J& j
Δt = 0. 01 ~ 0. 5s 为加减速时间,一般Δt = 0.01 ~0. 5s ; Δv 为Δt 时间内的速度变化量。 ! C4 j9 W9 ? h: p' e
Ff = f(G + FRn ) = 2730 N;F = Fw + Fa + Ff =28848N。根据实际需要和查表综合估算液压缸的工作压力P =10MP。
6 P# E0 V) ]: X
液压缸的总负载力和工作压力存在以下关系:
7 S0 C' s: I" n, \$ ^2 \
因此可以计算出液压缸的内径D,即:
8 A" @+ P" g. y
+ @) }1 ^- n2 ?& K8 w
$ ^5 R- Y8 Z) H2 W
根据查表和实际需要,此处D = 50 mm 即可满足要求。因为该夹具为快进快退,所以其活塞杆直径应根据以下公式计算,即:
k. s$ g9 i' e( \7 S+ P5 j
4 Y! \# D. _* u( K3 Q' }
. K* C3 o4 p" t6 X* H
因此可以计算出液压缸活塞的直径d,即: d =35mm,根据查表和实际需要此处d =12mm.即可满足要求。综合国家标准查得液压缸内径及活塞杆的直径分别取值D =50mm, d =12mm。 4 D5 d+ ~; W' E, _1 g X( K
总 结
2 `) p f- u# d8 |( k$ G2 i. V这套四轴液压夹具不仅很好地解决了批量生产问题,而且降低了制造成本和提高了生产效率,符合生产实际要求。同时设计原理简单、典型,值得推广应用于批量生产的同类产品。 ; l& U% B7 C$ I1 l( g
| 
 发表于 2022-11-17 15:01:24
发表于 2022-11-17 15:01:24