|
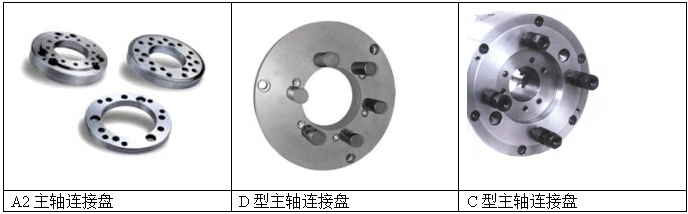
准备工作 1.连接件 卡盘连接盘:机床主轴大致分为A型,C型,D型,参照机床说明书或使用手册确定主轴的番号选购或自制卡盘连接盘。A2型为台湾进口液压卡盘标配。
, W& a% d5 o f( r, E
9 D6 W; j3 h# M$ o
油缸固定座及拉杆:
9 U: A' J$ G5 M. |+ R+ n/ z! \4 W
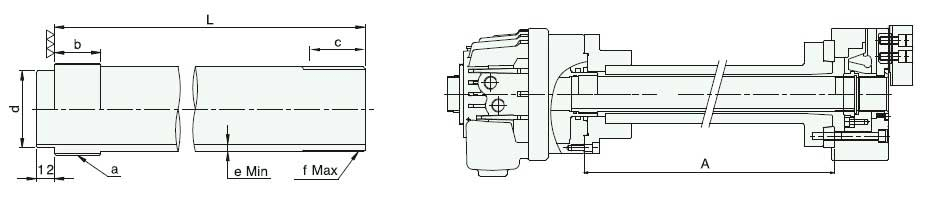
中空拉杆制作
9 q. m2 I/ s+ t/ h2 I中空拉杆的长度依照下列要求计算 1.拉杆厚度增加方能有足够的强度。若拉杆强度不足会使其断裂而丧失夹持力,同时工件飞出,产生危险。 2.螺丝松动是造成振动的主要原因。 ) I9 n+ p! n2 X( }9 V6 m6 P1 T
$ w. A7 C i) P* U
3.拉杆厚度e为最小极限值,加工螺牙f部份时最好选用大直径,使e值尽可能最大。 4.以高位强度380Mpa(38kg/mm2)以上之材料来制作拉杆。 5.螺纹a,d,f同心度需在0.05mm T.I.R以内。
9 I1 |2 l q$ o1 C2 E4 G$ S
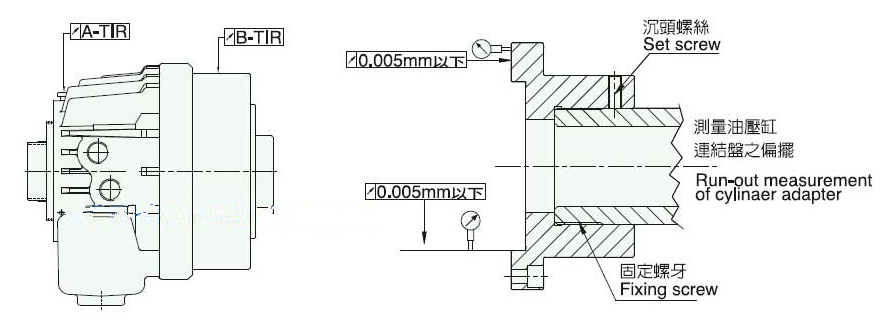
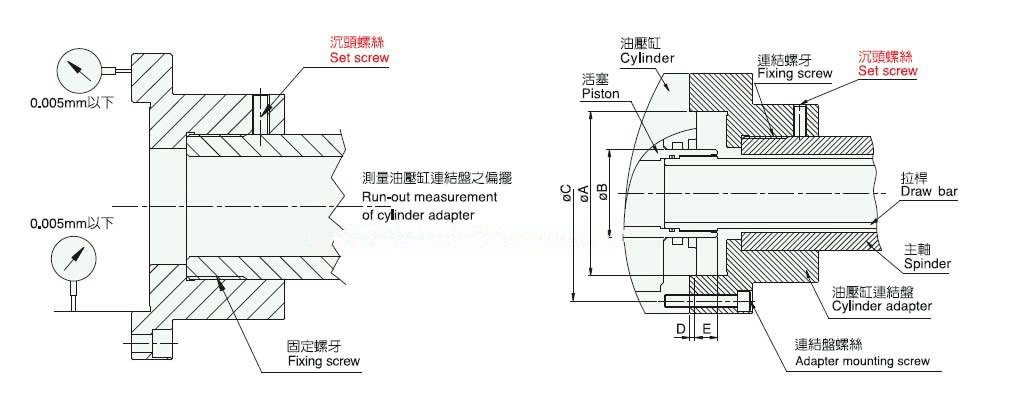
安装工作油缸连接盘的安装 1.为了能够得到上列所需的数值,油压缸连接盘前端的偏摆必须为最小0. 005mm以下。
/ l& S7 j+ ]# T; p. W9 Q& \, y
" @6 Z" D' Q% j2 G9 W
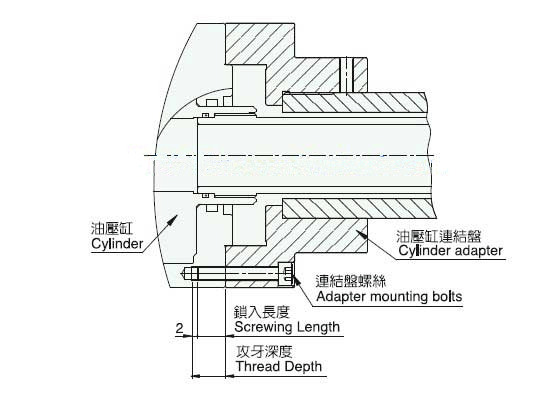
2.当安装油压缸连接盘于车床后端之前,应垂直放置连接盘。 3.须先校正油压缸外径及连接盘外径之偏摆量于0.01mm以下。 4.将安装油压缸于油压缸连接盘时,锁紧固定螺丝如下图所示,尽量越深越好。 ! @+ [) Z7 c! K0 J9 X9 ?6 {: g
. J; g/ j1 [9 U4 m1 ~2 t; E
中空油压回转缸的安装1.首先将中空油压夹头安装于主轴的前端,高速中空油压回转缸装于后方,二者以拉杆来连接。 2.当油压缸装设于车床后方,车床的防护置必须预留通风口,如此油压缸产生的热量可以由此散去。 3.校正油压缸连接盘端面的偏摆及油压缸连结盘外径的偏摆在0.005mm以内,过多的偏摆会造成震动,导致油压缸的使用寿命减短。 4.在油压缸装在距离车床主轴托架愈近的地方越好,而油压缸连接盘的安装方式及量测偏摆的方式都在下表表示出来。 5.一定要装上沉头螺丝才能防止连接盘的松动。 + W1 M" x; t- w+ o# J/ R- T2 A; H# X: B
* K1 P$ M1 ?) A# f) L
液压卡盘(中空型)的安装" Q0 Z: c- ~0 U) t7 x9 T
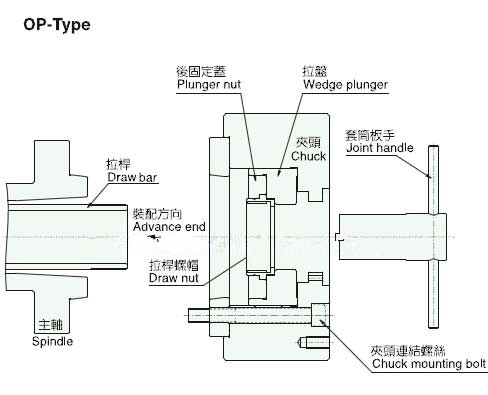
1.将拉杆安装于回转油缸上。旋入拉杆至回转缸之活塞螺牙内,直至活塞底止。(如未达到位置将会损坏活塞之螺旋止挡锁)。 2.将回转缸装于主轴上(回转缸连接盘),检查回转缸有无偏摆及管路是否正常,设定油压力于低压状态,使活塞运动2-3次后停置于前端,而后关掉电源。 3.在安装或拆下卡盘时,需要使用吊带或吊环固定(8寸以下的卡盘不附吊环)。使用后记得将吊环或吊带从卡盘上取下。
: C( B9 \3 [6 d, ^1 J2 O. `; H8 v
& {' l3 |; _8 ^, b! L- l: n
4.安装卡盘至拉杆上。取下卡盘之软爪及防尘盖,以1,2,3号螺丝锁入数牙将套筒板手置于卡盘中心孔上,拉杆螺帽锁入拉杆,视油压是否在4-5kgf/cm2之位置,使拉杆做前后运动2-3次,并顺利锁入螺帽。 7 W+ S( d- m* M+ M4 T- I9 \$ W" e
5.拉杆螺帽锁入于拉杆时,如不是很平顺的锁入,则应重新检查螺牙中心是否倾斜…等,如强制锁入则会造成精度上的误差及螺牙损坏。
; S; T+ l' X7 U( \1 a
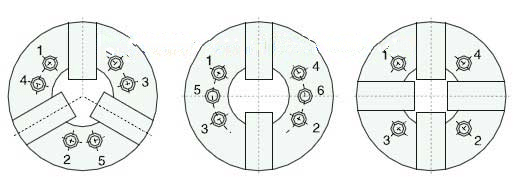
6.安装卡盘于主轴上。转动套筒板手至安全结合于主轴端面。依下列顺序锁上螺丝。
; }; ~, ^" M( R1 \2 m
( r9 v# F, Z' J! _" z" g
液压卡盘的安装注意事项6 S, t* r S+ V. W1 \
1.当更换上爪时,必须清理基爪的齿型部分及T型螺帽的接合部分,否则将造成精度上的不准。 2.依照工件外形及切削情况来设定油压压力,如果管状工件被高压夹持将造成变形。 3.夹持斜面或锥度的铸品工件时,使用的特殊爪需具有齿状之夹持面,工件物不会飞散。 4.夹持偏心工件物时,偏心重量产生的离心力作用在单一爪上,加工时需使用低转速。 5.不可使用与基爪排齿不合之上爪,齿合度不足,将影响夹持力与精度,严重者使基爪损坏。 6.作业开始之前,使用低转速试做一次,检查上爪和工件物的位置是否与刀具,刀具座产生干涉。 7.如果夹持长的工件物时,使用尾座或中心架支撑另一端。 8.长时间停置机器时,卡盘上不可夹持工作物。 9.当操作不当或机械故障所造成刀具或刀具座撞击卡盘,立即停机检查上爪,基爪、T型块、连接螺丝及夹持精度是否正常。 10.特殊高度上爪使用之油压压力需比标准上爪低。
3 r, d( l5 s1 I/ e: E3 Z0 ]0 \- c) J
油压回转缸的油路设计% a1 _& N+ \0 u2 D) D @9 z
1.油压回路的设计是基于操作简便和安全的原则,并且提供失效的安全回路,以防止停电时所产生的危险。 2.油压缸之油压回路含有自锁机构当工作进行加工时,发生停电或压力源故障所产生的压力异常降低时,自锁的机构产生效用,将夹持力维持固定状态让工件物不致于飞出而产生危险。 3.如果使用4路2位电磁阀作油压缸之切换作用,那么油压回路就必须设计成当脱磁状态时,工作物仍处于被夹持状态。 4.为了防止由内径夹持切换至外径夹持所产生的错误操作,必须提供一个内外径夹持的切换阀。
) ~7 N3 p( B6 @! P% r3 J" H
卡盘、油压缸安装后的运转测试
/ B" _9 a0 {7 s+ u# V7 y8 A1.试运转时,先将油压压力调整到最小的位置,而后迅速切换开关一次,检查油压泵浦的旋转方向是否正确,如果是以相反方向来旋转应更换三相电源中的二条后线,启动开关以全速来运转。 2.首先将油压的压力设定于低压,此低油压力要足够使卡盘产生动力(0.35-0.5Mpa),设定完毕后,依下列步骤检查。 3.检查卡盘的作动是否顺畅。 4.检查作动方向是否正确(夹爪的开合)。 5.检查作动行程是否足够(夹爪的行程)。 6.检查各部位的管路有无漏油的现象。 7.依照上述事项检查正确后,慢慢增加压力直到所需要的油压力时,再检查一次,同时检看泄油管是否顺畅的流下。 8.将车床主轴的转速设定于最小值,检查油压缸的偏摆状况及管路有无异常,若一切正常则再慢慢的增加速度。一旦有震动的情况发生,必须再次检查油压缸的连接盘的偏摆情况。 9.如果液压油的油温不高时(低于30度),以最大速度的1/3来运转温机。 8 U- {; L! B1 d }6 U& m2 }
2 Y* a1 X X& f. Y9 f7 n | 
 发表于 2022-10-21 09:43:15
发表于 2022-10-21 09:43:15