|
在选择五轴加工中心需要考虑哪些主要因素。
9 z5 S+ G3 ~8 W; \
01 结构决定设备性能 8 D" M9 _5 J9 H6 l8 [
五轴加工中心有各种 各样的结构,机床的结构设计从基础上决定了设备的性能,决定了机床的刚性、加工精度、稳定性、可操作性等等。
7 e. \7 v* e% |
0 b1 F+ B( Q' }9 L2 I+ l N
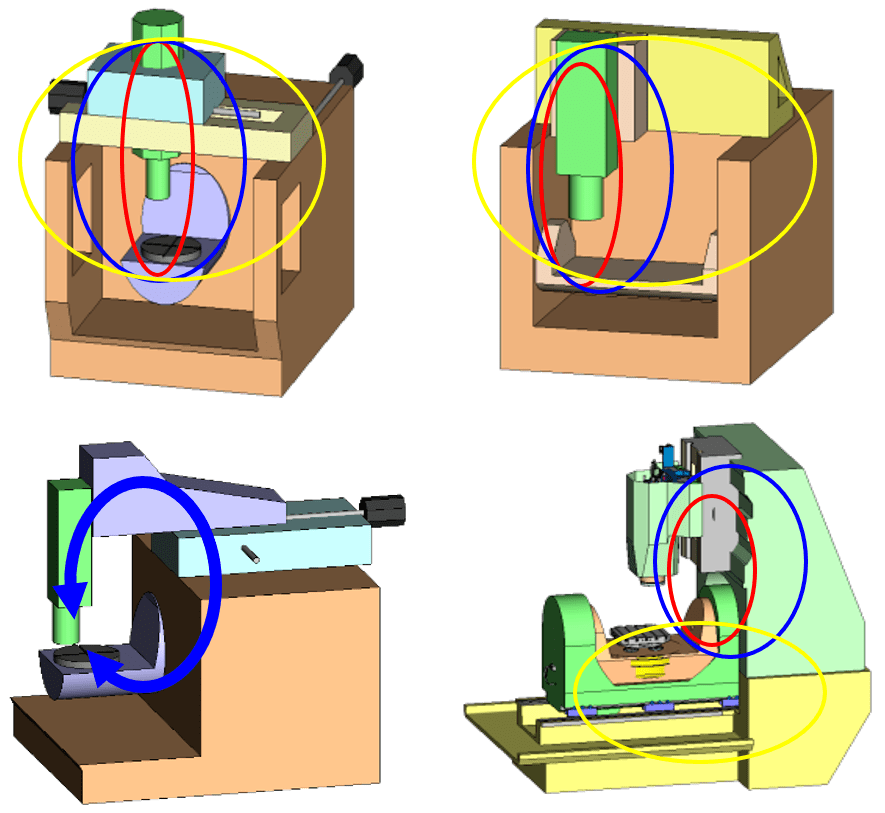
主要应考虑以下方面: 1)线性轴在移动时不合并叠加 2)切削回路短的设备刚性好 3)倾斜旋转轴是否是DD马达 4)是否为5轴联动 5)5轴接近性
: ~/ m( E/ G/ n6 M2 f7 `# D
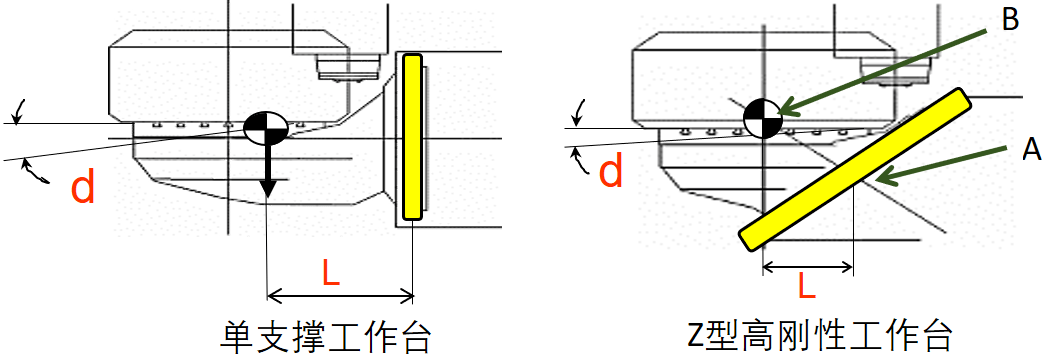
牧野的D200Z/D800Z/a500Z系列五轴加工中心采用了“Z”型高刚性工作台结构,如下图所示,工作台无需两端支撑,大直径倾斜轴承,工件重心B在A内。与传统单支撑结构相比,弯曲量d极微小,力臂L更短。 7 ~9 W" A6 \2 |* R
p6 T% }. m" b8 i, R( l
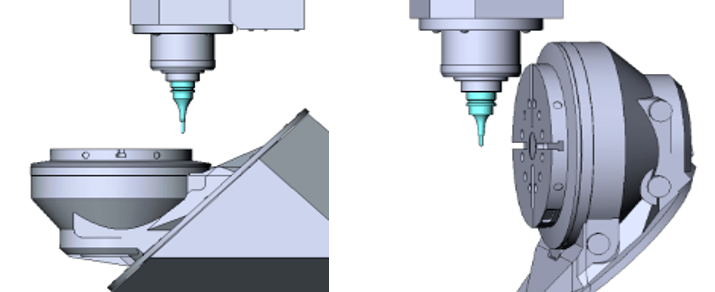
这种倾斜轴结构,可实现与3轴加工中心媲美的高精度加工。即使装载并旋转重工件,也可将工作台的挠曲量控制在最小限度,同时,高刚性轴承及直接驱动电机还可实现振动较小的高精度顺畅旋转。另外还有着优异的空间接近性。 " x! i9 O& G, P: S2 _7 c. X
- x$ `9 s: S- P7 p9 e1 f$ i9 A/ ?
倾斜轴结构优异的空间接近性 / d7 U7 W1 d7 a. ?
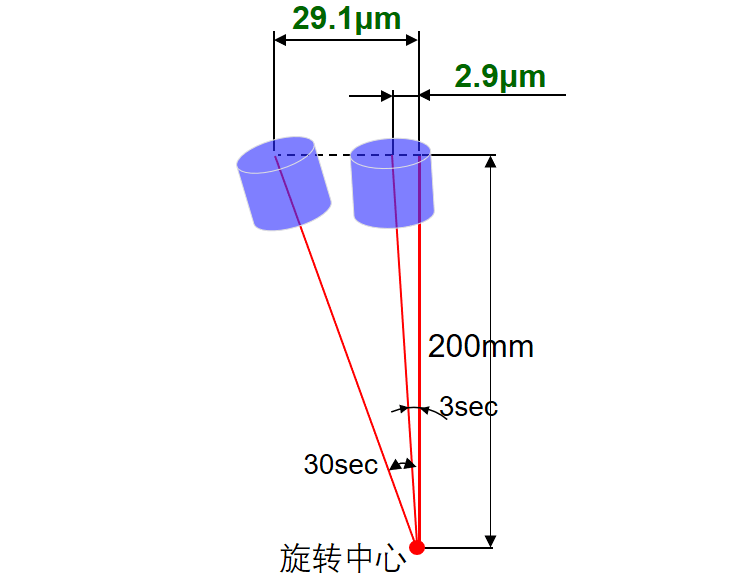
02 倾斜旋转轴精度 ) D, @# o+ p) O6 o% r, F6 R
机床的加工精度直接受到旋转轴精度的影响,以牧野D800Z机床来了解倾斜旋转轴精度对加工精度的实际影响。 1°= 60′ 1′= 60″ 1°=3600″ D800Z机床B/C轴的最小分辨率为0.0001度,也就是0.36″,定位精度为±3″,通过下面的计算示意图,我们就可以知道产生的精度误差。 # j7 K+ ^& d+ K
! U) x: L) g2 [' C+ c5 K+ @
03 干涉防撞 6 S0 C. m% }$ _7 ], T
干涉防撞是5轴加工中不可忽视的问题,除了采用电脑端的软件干涉检查以外,牧野的五轴加工中心标配有机床在线实时仿真CSG功能,即使在手动模式也可以防止干涉。 ; ~. [% }! U2 ~0 {( |. e
在线实时仿真CSG功能,在加工前可事先检查可能的工装错误或刀具长度的设置错误,以便将运行中的紧急停止降低至最小限度。运行中基于事先校对调整的数据、以及数控控制装置内的坐标、偏移值等读取位置信息,预测干涉可能性。一旦机床停止运行时,可即时显示状况画面、并确认所预测的干涉部位及轴的动作方向。
4 i- i5 ]: z+ v
2 G+ I/ E. e1 z8 h l* B
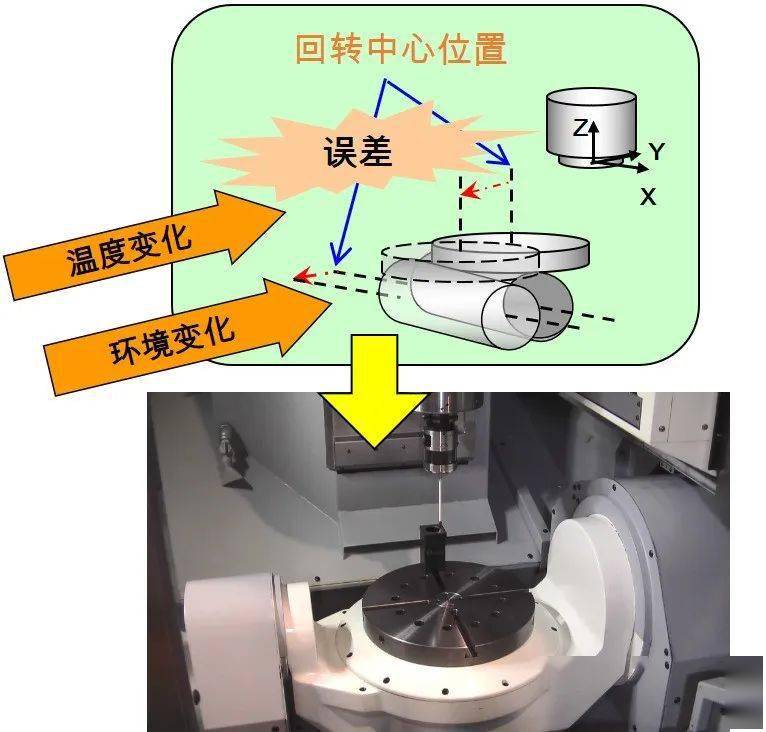
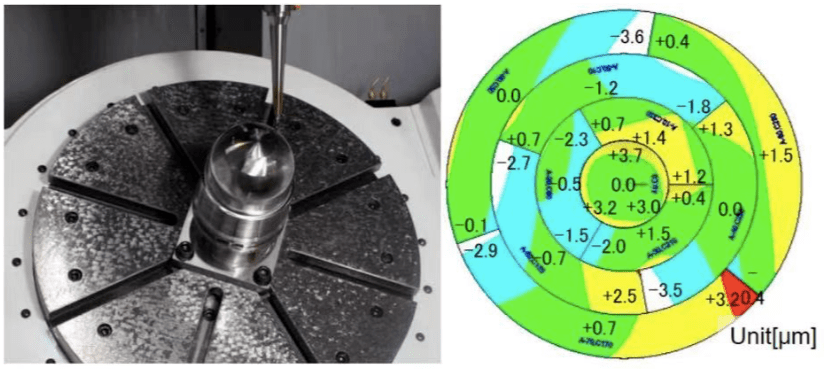
04 旋转中心校正 7 N! E( }0 V6 q3 H Q4 F3 ~2 {
因环境和温度变化等导致的旋转中心变化,会影响五轴加工精度,应能通过探头自动进行校正,3轴/分度/5轴加工精度验证加工,接刀误差<±4μm。 . j0 [% {' ]& V* r: L/ H3 _
. X5 K' L- O2 f! T! Z* P2 C
使用探头自动校正5轴旋转中心 + X0 c4 I) u# |9 z' w V
3轴/分度/5轴加工精度验证加工
1 }' _1 \" Y& e9 ?
05 联动精度 $ A( O0 O4 Z' ?2 F" T5 Y
五轴加工中心的联动精度是多因素结果的体现。以牧野D200Z为例,列举加工案例来提供联动精度参照。
! r" Q/ [" m; d5 ?
3 V) [& D0 p9 |1 C& U
加工设备:D200Z CAM:FFCAM 工件材料:NAK80(40HRC) 工件尺寸:140x140x35mm 型腔:清角R0.22mm,深度20mm 加工时间:1H35min/pocket 刀具:7把6种 联动精度:位置精度±2μm,形状精度±3μm , J- m2 W; a7 t8 E9 {5 p* Y
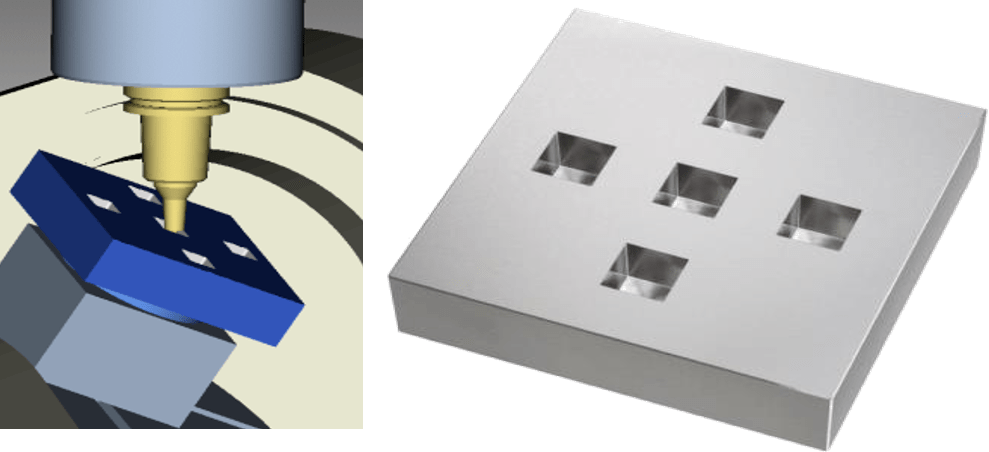
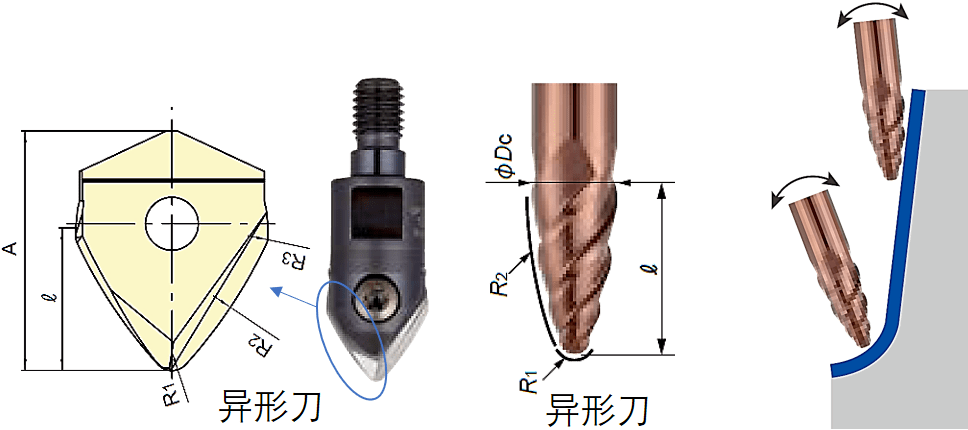
06 工艺支持 五轴加工中心的加工工艺决定了能否最大化发挥设备的性能。比如使异形刀具,可使得加工效率得到大幅度提升。
* ^6 f3 T# V! _
/ P" `+ U: R* Z5 @7 \% p9 l. F
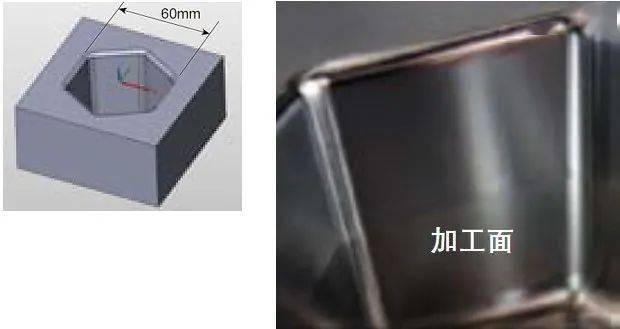
加工案例:效率提升6倍! 材料:YXR33(58HRC) 形状及尺寸:如下图,深度30mm,拔模角2°,清角R3mm ' O% x7 c% U0 ]5 p5 G
6 v( U+ B u y2 M! o | 
 发表于 2022-10-18 10:57:38
发表于 2022-10-18 10:57:38