|
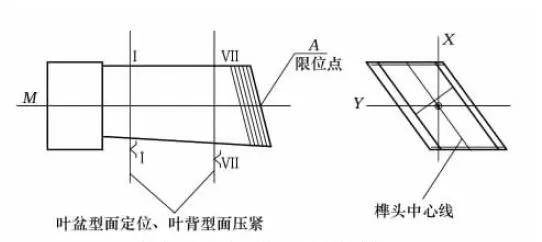
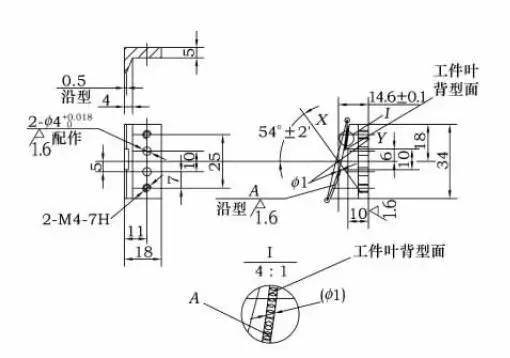
在叶片类工件的加工过程中,其磨削加工是利用缓进磨床进行的,其定位方式可分为两大类: 一是利用叶型M 点( 图1) 进行定位夹紧; 二是利用叶身型面及平面进行组合定位。此类工件在加工中,精度要求较高,一般通过首件磨削计量合格后进行批量加工。在工件加工过程中,加工精度难以保证,易使工件产生松动和定位不稳定。
3 i0 ?6 q3 s D4 c8 `. Q
图1 改进前工件工艺定位方案
1 ^% H* Z( a/ K" z: u) w3 N
一、问题分析与解决方案确定1.原有工艺定位、夹紧特点分析 (1)工件为空间变截面叶片,叶身型面形状完全是通过理论数据靠加工保证。 (2)工件原有定位是靠两个单一型面进行定位,并且在相应部位的叶背型面进行压紧。 (3)原有夹具结构封闭,压紧机构不便利,并且压紧采用联动机构,造成压紧状态不稳定。
3 J, ]* C$ ?' I$ M m( a0 g
2.叶片的型面加工特点分析 (1)叶片的叶身型面和叶背型面在加工中心上加工所得,型面误差为0.05mm,而实际上工件的型面误差远比0.05mm要大,这就给夹具定位造成了一定的误差。 (2)原有的工序定位基准不是很稳定,要想定位稳定可靠,就要有很好的基准面,现在是靠两个型面的截面进行定位。要知道理想的截面就是没有厚度的面,而我们的定位块体和压紧块体无论如何也不能做成很薄,要考虑强度和耐用度,这里又存在定位误差。另外定位型面和压紧型面还存在加工误差,综合各种因素产生可定位型面和压紧型面在加工过程中不能很好地吻合。 ' T9 K% @% U* p8 e
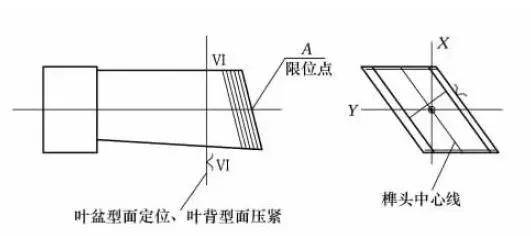
图2 改进后工件工艺定位方案
6 t( k* l8 m5 U: K, [
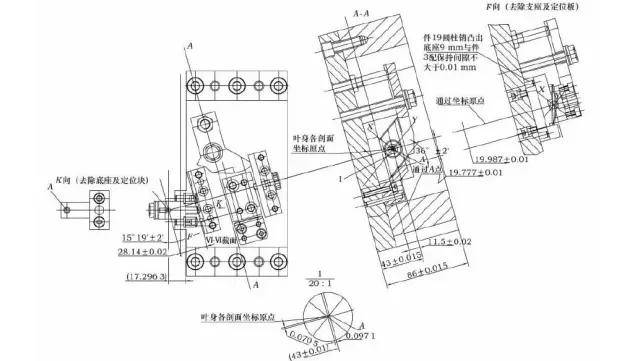
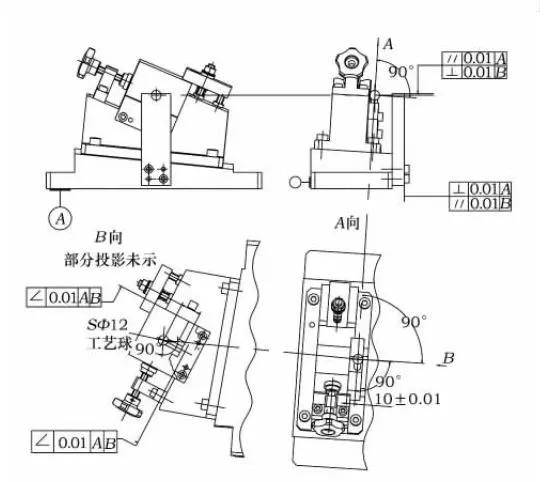
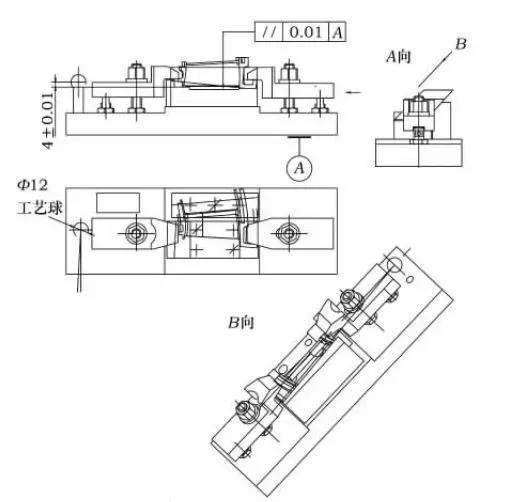
(3)原有压紧采用杠杆式联动机构,单独压紧由于制造、空间限制等原因带来了很多不便,单独压紧还会产生工件翘起现象,进而造成定位不稳,影响加工。通过对问题存在的根源分析,决定改进原有工序的定位基准和压紧面。改进后的工序图如图2所示。 在新的工艺基准的情况下对叶身叶片型面的加工精度加以控制、提高,以此为基础改进了夹具的结构,进行了重新设计,夹具结构见图3。
) _3 y$ M0 t4 n
图3 改进后夹具结构简图
; A8 M( E8 l* C6 z& J" f
二、改进后的工装夹具的特点
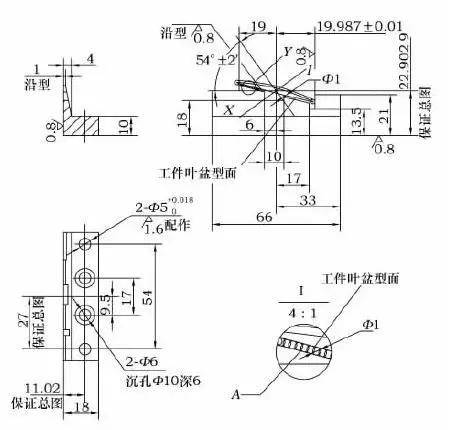
' v+ D( C+ U; x. A1.定位采用平面定位与叶身型面VI-VI 截面相结合作为主定位,叶片尾部工艺台侧面作角向定位,限制了各方向的扭转,榫头处用活动式定位销限制轴向移动,定位销加工成尖点小尺寸R形结构,力求与工艺要求的理论M点相一致,以保证与定位截面的尺寸。 2.叶身型面定位块采用可以上下进行微量调整的结构,加工时如果定位型面偏离理论型面过多,可以通过调整底座上的螺钉使定位件上移,来保证定位的可靠性。定位块采用机械综合性能较好的轴承钢GCr15,硬度53~ 58HRC,型面数据按叶片机加余量和产品工件图的截面数据给定,型面偏差与叶片型面偏差一致。型面定位块的结构如图4所示。
/ H/ w) P; T" ~$ ]3 [$ \% M
图4 型面定位块结构
, j' s1 s9 y2 S9 P! x
3.压紧机构改变原来的两截面分别压紧的方式,采用一个普通压板进行的螺纹式压紧结构,在型面定位块的相应叶背型面处压紧,压块与压板做成分体式结构,便于使用时按叶片实际进行修正型面; 压块采用H62材料防止工件压伤,这样可以一次性压紧叶片,防止了压紧过程中的松动,压块结构形式见图5。 图5 压块结构图
n/ C- ]: p# R* Z8 E6 z" _
4.改变了原有的封闭式结构,做成两个支承块,保证两面到工艺点的距离的精度和两支承块底面的高度一致性,从而保证夹具在加工中的翻面使用,不用过大地调整机床砂轮的行程,改善了原有的操作不便的现象。 # q) h7 N* K8 l, _
三、叶片加工其他定位夹紧方式夹具应用' X, Y( m7 L5 m2 D# T: Q
在叶片的加工中,加工方法和定位方式有多种,采用叶片本身的平面基准及叶身型面组合定位、利用方箱浇注低熔点合金进行叶片定位加工的方法最为常用(如图6、图7所示)。 & h5 N2 {! x+ g4 H& _6 ?
图6 利用方箱定位加工
. T i q; o( L. p) B( b$ v
图7 利用平面定位加工 # f" M$ L2 L9 o4 X7 n* h3 E
四、结语
$ B+ ~4 x9 X7 C, ^+ ?通过以上分析可知,对叶片缓进磨削夹具的结构、叶片磨削加工中夹具定位及夹紧方式进行改进,可以改善工件定位、装夹状态,充分利用平面工艺基准进行定位,保证工件在加工过程中不产生位置变化,定位可靠,从而保证工件的加工精度。
1 L/ g! L9 `% ] Q7 c% }* ] | 
 发表于 2022-9-24 13:17:28
发表于 2022-9-24 13:17:28