|
在早些年的时候,排水的管道一般使用混凝土管道比较多。因为钢筋混凝土管子刚度和使用年限都比较有优势,所以在一些市政道路上被广泛的应用。但是混凝土管缺点就是太笨重了,对如今追求速度的开发商来说,混凝土管不仅施工速度慢,还增加了不少施工成本。因此轻便的塑料波纹管很快成了很好的替代品。
3 w5 V8 F _% j! p) A2 q2 Q
 : s+ O- \- W8 q! q% {% v5 t : s+ O- \- W8 q! q% {% v5 t
! f% {4 @' ^( m' n" H/ ]
因为其表面呈波纹状,并且在凹槽处打有很多的小孔,所以称之为打孔波纹管。类似于这类的波纹管,其实我们并不陌生。比如洗衣机排水管,吸管等。除了塑料波纹管外,还有一种金属波纹管,一般用于换热设备中比较常见。 ; r. Z, P9 ?8 t" I# K/ L; C/ Q
 : w5 v* n* F# ~3 z- r6 o: U+ f% E, U : w5 v* n* F# ~3 z- r6 o: U+ f% E, U
. ` R7 O) s( k/ ~" p% ^
塑料波纹管直径大而且又超长,没有见过的人肯定都觉得这类管子生产起来很麻烦。其实它的生产流程并不复杂,看完我们就知道了。
) a+ D, M# F2 o ]1 d
9 Z8 `8 I6 M$ ~8 W' [1 g
$ |/ k: U% K v& o首先是准备原材料,这类管子一般都是用高密度聚乙烯加工成的,颗粒状的高密度聚乙烯材料与各类助剂混合在一起,进行充分的搅拌,以保证混合均匀。
+ ^8 h/ y; m3 O! Y2 ^! k1 ^

0 E+ e7 L" a- a" H# X1 u: ?0 d8 u
+ i, U2 Y, ~: @混合均匀的塑料颗粒被送到挤出机中,并在挤出机中别加热融化,最后变成黏稠的液体。
4 X7 \# N9 C8 F6 v+ E/ \
; f7 Y, m$ r6 M' O. i$ X3 Q/ e$ W, `$ ]1 y4 l* T
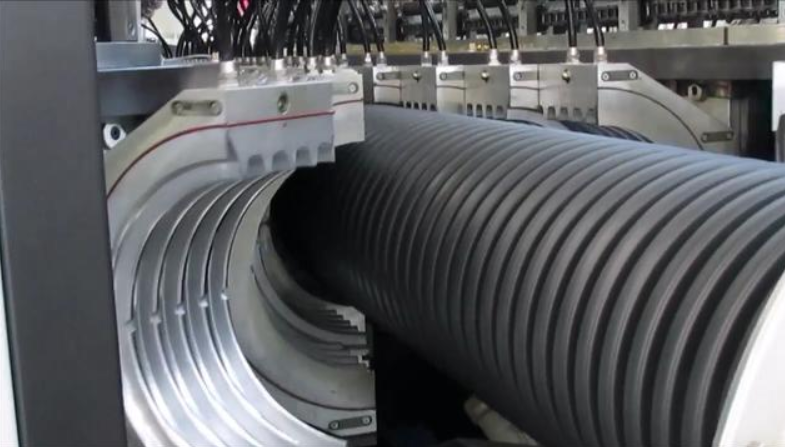
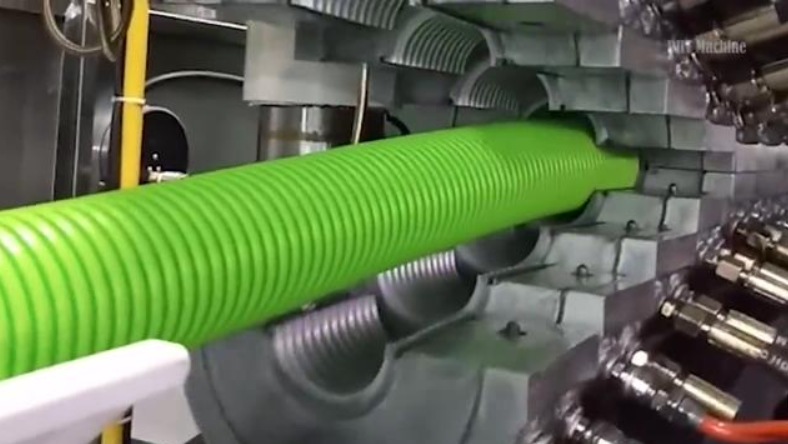
挤出机出来的黏稠液体随后被注入到模具中,很快,这些黏稠的液体就会填充满模具的纹路,模具中的水冷系统会使波纹管迅速硬化成型。不像其他零件的模具,波纹管模具是由若干个模块组成的,而且是一直运动着的,就像拉链一样,一直循环的打开和关闭。模具打开的时候就是脱模的时候,由此不断的生产出新的波纹管。
" ]% u$ e: z5 h- v. [; `

) n; j$ e* l$ {0 Y* i( Z* m: Z" M9 }$ y/ a" m& n5 @
8 L, t2 c0 Q6 s. _ i6 A: ?7 o0 F; s$ Y& M# E- |( E$ h
为了使波纹管完全硬化,防止其变形,刚出来的波纹管随后还会用水再冷却一遍。
. P# _ b$ R+ z1 t2 P

- [$ o8 m2 j, `1 X S8 j2 L! e S' c- L0 \" p0 g
完全硬化后的波纹管就可以进行打孔了。打孔是通过几个带齿的圆盘直接碾压在波纹管表面,根据刺针的排列按一定的距离间隔打出孔。打过孔的波纹管可以作为渗透管,排水面积更大。 % R$ H8 U, N8 R7 I$ l( [
 ' ?% d5 r" I+ M- W ' ?% d5 r" I+ M- W
' R( G+ r( u/ x5 {
打完孔后,为了防止上面的孔被堵塞,在其表面会缠绕一层滤布,将其热压粘紧在波纹管表面。 9 c9 z; c" f) ~. e9 `: h# P
- y2 x2 Y6 r* l
3 m" U5 C5 R/ I为了确保管子的质量,会对管子进行抽样检测,通过对其进行压缩,测试其可承受的压力范围。确保在使用时是不会被压缩变形。
' @0 n. @) S8 |

) G4 k+ J& X4 ^% a/ @9 A
) |7 v0 d: ? w/ A最后波纹管会按一定的长度切断,并将其缠绕在卷轴上。并使用塑料薄膜缠绕固定,防止其脱开,最后检验合格就可以出厂了。
- f2 s, u$ i# T! W: q$ D9 ]
9 x/ P" _" L; ^
/ y+ w0 c& H4 P, j# P8 P+ c本以为这类管子的生产会很复杂,没想到这么简单。 R' L- K9 P2 a* `/ Z- V. p! K
, U( V" s k& f8 ?
/ R$ t' ^. Y3 }$ ^: a目前这类管子的生产技术已经是比较成熟的技术了,但是在我国还是处于基础阶段。比如对于打孔的速度、打孔的均匀程度等都还需要进一步优化。但尽管如此,这样的生产线设计者也真是太牛了!
+ E# _1 }6 ^6 W5 e! G0 s) d D0 j | 
 发表于 2022-6-15 16:16:35
发表于 2022-6-15 16:16:35