|
挑选钻头有3个最基本的条件:材质、涂层和几何特征,到底怎么选呢? 2 J$ F2 L. O% r8 V$ o# x9 D- s* ~
1材质 # s' [# z, s6 W+ }: n4 k( R
材质可以大概分为3种:高速钢、含钴高速钢和整体硬质合金。 
* V1 a, X/ R# d# |! y3 I7 y8 b9 t3 C/ p* T
高速钢(HSS): 从1910开始,高速钢用作切削刀具已经有超过1个世纪的历史,是目前应用范围最广、也是最便宜的切削工具材质,高速钢的钻头既可以在手电钻上使用,也可以用在钻床等稳定性更好的环境。还有一个让高速钢经久不衰的原因可能是因为,高速钢材质的刀具可以重复的修磨,由于价格便宜,不仅用来磨成钻头,在车刀上的应用也特别广泛。  * d+ e; X$ _6 F: k * d+ e; X$ _6 F: k
. V' | W; e ~5 m! @
含钴高速钢(HSSE): 含钴高速钢比高速钢的硬度和红硬性更好,硬度的提高也让它耐磨性得到提高,但同时也牺牲了一部分的韧性。与高速钢一样的是:他们都可以通过修磨来提高使用的次数。 
, L$ v" r! o* `, y1 _8 U
' `% L1 F, `, p硬质合金(CARBIDE): 硬质合金是金属基的复合材料。其中以碳化钨作为基体,以其他材料的一些材料作为粘合剂通过热等静压的方式进行烧结等一系列复杂的工艺制作而成。在硬度,红硬性,耐磨性等方面相比高速钢而言,有着巨大的提高。但硬质合金刀具的成本也比高速钢贵了不少。硬质合金在刀具寿命和加工速度上比以往的刀具材料更有优势,在刀具的重复修磨上,需要专业的修磨工具。 
1 j1 t( ^; f5 M* `5 s# `) U' L5 l. b* u* `/ C+ t, L1 W+ M; H! k" b
2涂层 % q0 \0 C: @# N# ?
涂层根据使用的范围可以大致分为以下5种: 
) m, G" P7 A6 W; r1 P
* T' E/ O2 A9 Z无涂层: 无涂层的刀具最便宜,通常用于加工铝合金、低碳钢等一些材质比较软的材料。  - P. \8 n5 ?4 T8 B - P. \8 n5 ?4 T8 B
& S. V( b8 K) T( l! g黑色氧化涂层: 氧化涂层可以提供比无涂层刀具更好的润滑性,在抗氧化和耐热性方面也更好一些,在使用寿命上可以提高超过50%。  5 [7 |# I2 `- k$ [2 U" R 5 [7 |# I2 `- k$ [2 U" R
+ p* J3 M0 c& ]1 c0 E氮化钛涂层: 氮化钛是最为常见的涂层材料,不适用于加工硬度比较高和加工温度高的材质。 
* g2 }/ k0 V, d0 P) v9 b I" t- m5 H2 r
碳氮化钛涂层: 碳氮化钛是从氮化钛发展而来,拥有更高的耐高温和耐磨性,通常为紫色或者蓝色。用来加工铸铁材质的工件。  , a- x1 C- O# G$ x , a- x1 C- O# G$ x
' M$ c1 v2 D$ u3 O
氮化铝钛涂层: 氮化铝钛比以上所有的涂层都要耐高温,所以能使用在更高的切削环境下。比如说加工高温合金。同样也适用于钢和不锈钢的加工,但是由于其中含有铝的元素,在加工铝时会发生化学反映,所以要避免加工含铝的材料。 
; I8 E# b0 u2 \* c: u/ R2 L( Z# j) J$ E& |2 d
一般来说,含钴钻加上碳氮化钛涂层或者氮化钛涂层是个更为经济的解决方案。
4 L* q' s+ w/ L0 m3 A% N2 q
3几何特征
. U# ]8 B, G" s+ U
几何特征可以分为以下3个部分: 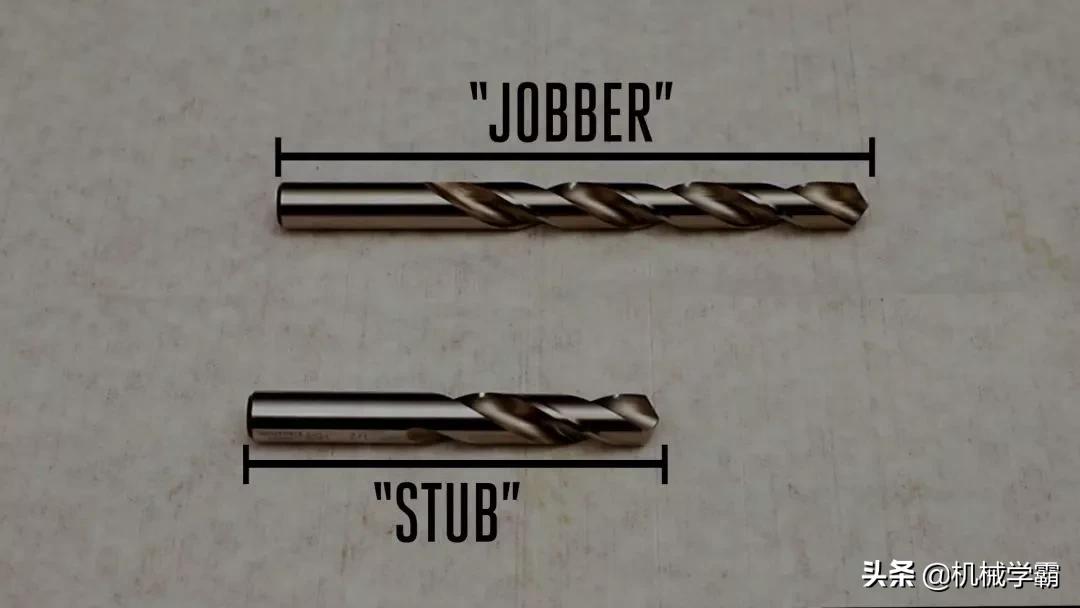
' g6 p" R' r4 k/ {6 c3 o! A( c t. {8 o1 M* _$ U8 Z# ]5 V
长度: 长度与直径的比叫做倍径,倍径越小刚性越好。选择一个刃长刚好排屑而且悬长尽量短的钻头能提高加工时的刚性,从而提高刀具的使用寿命。刃长不够很可能会损坏钻头。 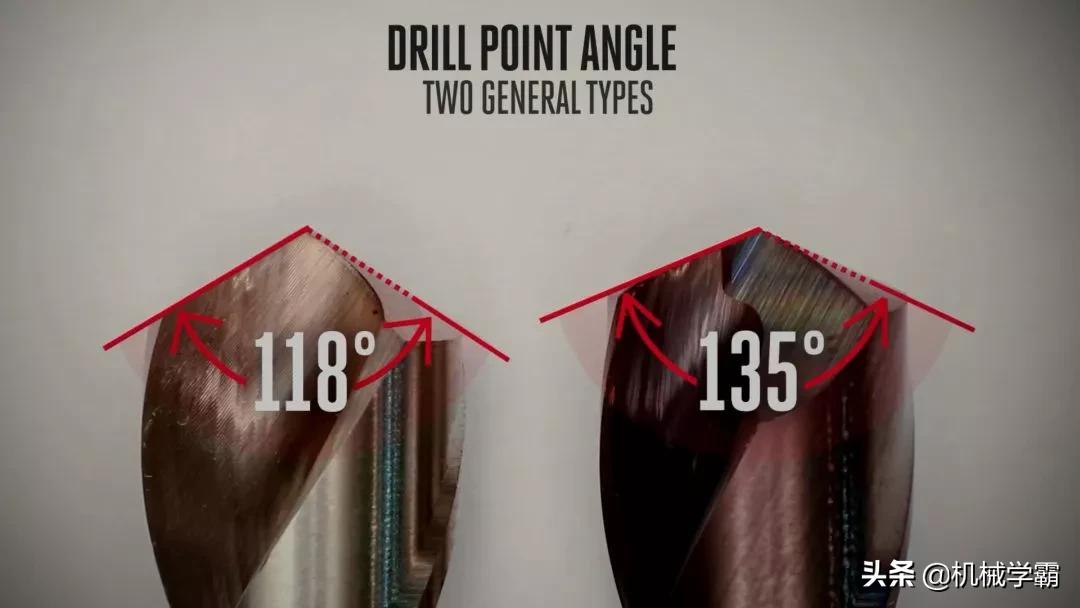
' E3 D( h3 a5 [, ?" f# z3 Y) ?, Z* M
; Y1 T+ ] [2 a0 ?" f# h钻尖角度: 118°的钻尖角度可能在加工中最为常见,通常用于加工低碳钢、铝等软金属。这种角度的设计通常是不具备自定心功能的,这意味着无可避免的要先加工定心孔。135°的钻尖角度通常具有自定心功能,由于无需加工定心孔,这将会让单独钻定心孔不再成为必要的工序,从而节省大量的时间。 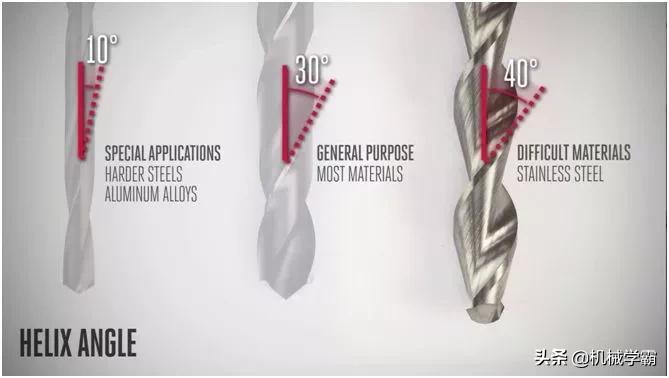 " S# _- a+ r& b8 }; i9 z " S# _- a+ r& b8 }; i9 z
g. Y, T+ M7 q4 b" d. _
螺旋角度: 对于绝大多数的材料来说30°的螺旋角度是个非常好的选择。但是对于需要排屑更好,切削刃的强度更高的环境,可以选择螺旋角度更小的钻头。对于难以加工的材料比如说不锈钢,可以选择螺旋角度更大的设计来传递扭矩。
* w( h. U( L8 }( e+ U+ ]# e: D | 
 发表于 2022-5-18 13:50:11
发表于 2022-5-18 13:50:11
 谢谢分享
谢谢分享