本帖最后由 优润特种润滑剂 于 2021-3-23 09:22 编辑 ( A) \) O& @- ~. B6 E
/ h y1 \7 ]6 j3 F+ k( h8 J8 E8 u6 s3 `- C0 i
为什么要测量齿轮齿厚呢? / N) q2 i8 N( G: y- t" b% x1 z% c
在齿轮传动设计时,齿轮啮合留有齿侧间隙,间隙量是有规定的。间隙太小,容易造成齿轮工作时卡滞、润滑不良等;间隙太大,齿厚减小太多,影响轮齿强度。齿侧间隙的大小,是由控制齿厚实现的。所以齿厚的变化,会影响到齿侧隙的变化,进而会影响到齿轮的润滑及寿命,最终对整个齿轮传动系统带来很大的风险。
& Y& X' N) I5 [& X% K
怎么测量? 7 d% h( O W9 m* y& h; M9 m( I% @ d
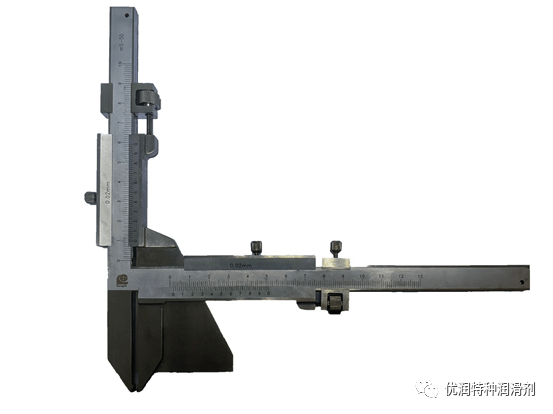
测量使用的工具主要是齿厚游标卡尺,齿厚游标卡尺是利用游标原理,以组合角度尺定位对齿厚尺两侧量爪相对移动分隔的距离进行读数的齿厚测量工具。 ( G6 h# L4 p/ Y, `7 Y# N5 `
测量的方法包括:公法线长度;分度圆弦齿厚;固定弦齿厚;量柱(球)测量。本文主要用分度圆弦齿厚的测量方法,适用于大型齿轮的测量,也常用于精度要求不高的小型齿轮的测量。 ' ]. r* Y, A8 U) @2 e! a) F
分度圆弦齿厚测量方法的优缺点: 7 Y& F- y" p2 w$ R
优点:与固定弦齿厚测量方法相比,当齿轮的模数较小,或齿数较少时,测量比较方便。 3 p- U9 T- U" b5 J- p2 R
缺点: - 测量时以齿顶圆为基准,因此对齿顶圆的尺寸偏差及径向圆跳动有严格的要求;
- 测量结果受齿顶圆误差的影响,精度不高;
- 当变位系数较大(χ>0.5)时,可能不便于测量;
- 对斜齿轮,计算时要换算成当量齿数,增加了计算工作量;
- 齿厚游标卡尺的卡爪尖部容易磨损。
/ W7 O- I5 _- j" _9 b8 T
* e8 f% P1 a+ H+ o( Y
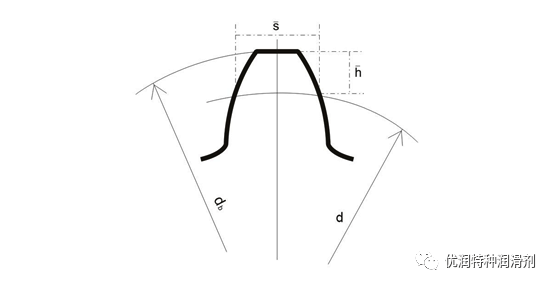
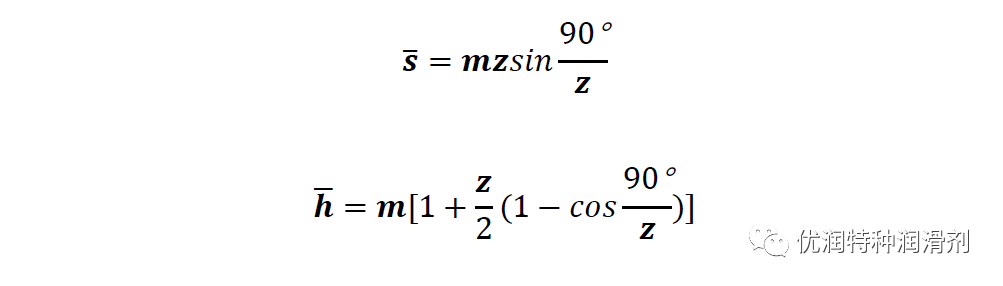
测量记录的数据需要进行估算,有两种方式: 齿轮齿厚、齿高示意图
5 N2 @5 Q N8 s: }
方式一:公式计算分度圆弦齿厚𝒔̅、分度圆弦齿高𝒉̅ 𝒛是齿数,在本文中数量是 226;𝒎是模数,在本文中值是26𝑚𝑚 。
8 u8 A, b" n C+ Z2 @- {) m
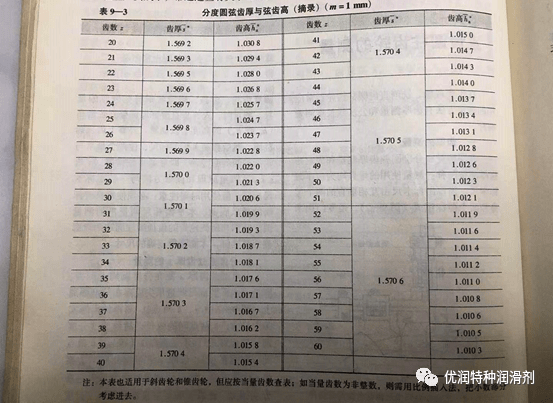
方式二:查表
' y- b1 w& A% k8 o" R8 ^* `- w
备注:表里m=1齿厚和齿高,其他为其模数的倍数 8 v. t) m3 {9 N1 D6 Z3 `8 [/ L# k
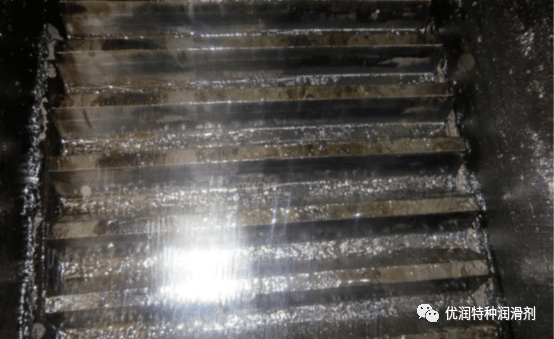
齿厚游标卡尺 案例实操分享 2 Y& u9 q r; Q" i3 a
某火电厂5台磨机(Φ4x6m),之前使用沥青基产品润滑,润滑方式则是采用液压开式齿轮整体式喷雾润滑系统,喷洒大齿, 润滑效果不好。在优润团队现场服务,检测磨机开式齿轮,其中就用到齿厚游标卡尺进行齿厚测量。 . S/ @: C4 Q/ D" r( ^( Z8 Y
分别对(B#~F#)五台磨机的大齿齿厚进行了测量并记录 ) t: |3 \8 m1 c F9 }, ^2 [
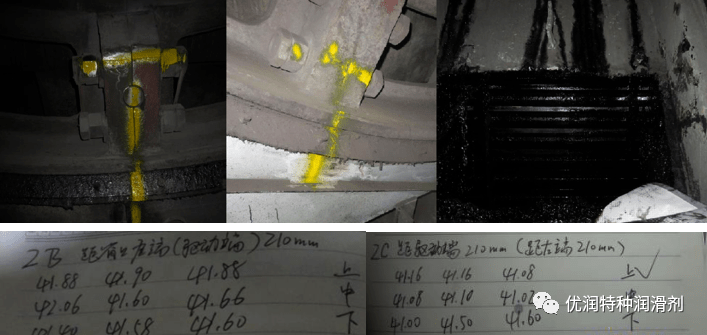
1、悬挂喷枪面板 / 2、冲洗齿面,找基准 / 3、选基准,定轮齿
! ^8 v. n" p* I5 V# u% T5 i
4、选取待测轮齿 / 5、测三齿,取九点 / 6、读数
% A ^ h! \5 y+ A7 @6 E
7、便区分,做标记 / 8、做记录 + Q: Y- a) B j" L% G( x
& J2 T; p7 u' W- p/ x1 c4 }7 G
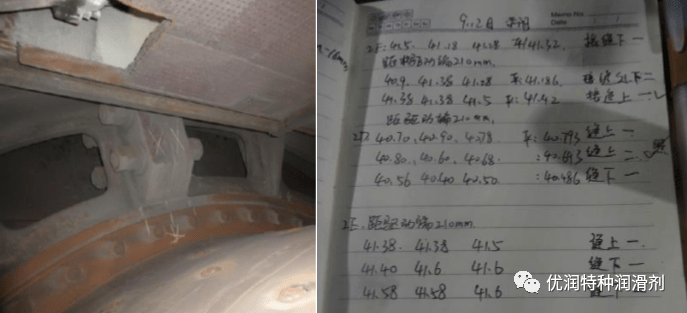
备注:D#、E# 、F#三台磨机以大齿结合面为基准,取三齿,在距离驱动端200mm处测量,取值。B# 和C# 磨机,由于条件限制,以大齿圈T型为标记基准,测量方法同上。
7 r- Y0 n0 r0 [: O" N. ~7 c4 F- o
结果分析: 1 e+ D1 \: U# n8 e% L
# ^4 s0 x, u) w9 r& a& m7 A" Y
备注:每一个齿测量三个点,表中数据为其的平均值;齿数编号测量的基准因现场条件限制不相同;测量的基准是距驱动端即面向齿轮罩窗口左侧200mm左右测得的值。 * x( k: c7 U) U9 s, j# l+ u" u9 |
此次测量受到现场条件的限制,并没有拆除齿轮罩,所有操作都是在设备停机检修时,在线测量,由于每台设备的工况及使用时间不尽相同,导致现场测量的数据各异,属正常的现象,影响测量结果的因素较多
, D6 N3 ]! Q2 u6 l2 R! y7 R
齿厚计算为理论值,与实测值存在着较大的差距,仅供参考; 8 w, A, O3 v6 T9 ?
现场测量的数据,由于受到客观条件的限制,并不能完全反映所有轮齿齿厚的变化情况; 8 }7 J& M, l- n
每台设备的工况及使用条件不同,测量结果也不尽相同,纵向没有可比性; 0 {' O' k9 o A- E; ^$ P& r1 K
不同的人员,采用不同的设备,在不同部位测得值有所不同
( o9 p9 L. F% C5 l; d4 x. J | 
 发表于 2021-3-23 09:14:28
发表于 2021-3-23 09:14:28