本帖最后由 远祥 于 2020-3-1 19:28 编辑 ' r1 F: m& C+ k1 f
' a8 g3 R& I) m9 T& u2 V# a3 n3 p
在弧焊工艺中,铝焊接比钢困难,体现在铝的热膨胀系数大,易碎易列,焊接质量难控制;更何况这次的产品是BMW的新能源项目水冷管系统,不仅是总成焊件的尺寸要复合公差要求,焊道质量也要做多频次的镜像实验;但这次咱们就被困在焊道质量上,未焊透和夹渣的缺陷频繁。。。
( U% i! g4 X/ `
3 A3 H, b4 z& m* u6 f: H, m5 [- A) G( y) z+ X5 h
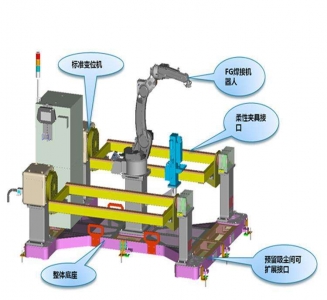
- f$ @8 F5 X3 x( Y1 X包括:标准变位机、MIG焊接机器人、柔性夹具、整体底座;
4 |/ c' j/ E. l! z- M( ^$ a8 q6 u( p) ?' ?: {
& `( @: I+ p# l/ p! V9 ?
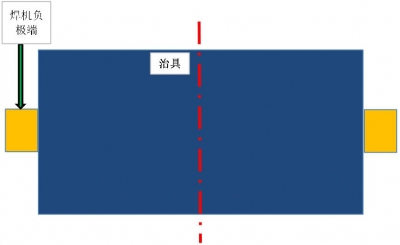
现在出现的问题:治具上面的产品在焊接出现一个相同的状况,以治具中心线划分,左侧的焊道正常,越往右,焊道越会容易出现未焊透和夹渣等缺陷!
& i& f# ~& v1 }% z( p& q6 K9 A. f
起初咱们认为是焊机有问题,电流不稳定,把松下的供应商叫到现场;他们的技术人员在的也没找到真正原因,就只说咱们的治具设计有问题!因为焊机、交流单元、水冷箱和送丝系统经过测试各项参数正常。 : r( j9 {' A" |( `7 @
那么既然松下搞不定,于是领导就联系了弧焊工艺中的顶尖供应商伏能士;
( r4 J/ ]3 i- V! J0 O) k4 f. R) k
奥地利的专家就是不一样,经过现场排查指出:这批铝管件在焊接过程中出现的未焊透和夹渣的缺陷,主要是电流不稳定的原因造成的,而且治具右侧的焊道明显的引弧困难的现象。 $ C9 j# I' f! L: X1 ~# r( h
为此,咱们把松下的变位机外壳拆掉,最终找到了真因!
1 ~* X4 I9 X/ [0 \3 [ H8 Q! v
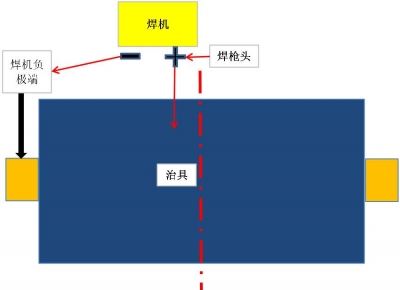
如图所示,焊机的分为正极和负极,正极就是焊枪,而负极就那根电缆线(95平方),负极线与变位机相连;当焊枪接触产品,产品通过治具和变位机与负极线的电流导通形成焊接;而这次电流不稳定的原因,就是因为变位机只有左侧有负极端,右侧却没有。 ) |7 n) ~( `* U: \- o! a3 U. Y
3 q; c6 F- u1 H4 ] 而之前咱们一直都只做钢件产品,这种电流减弱的现象没有明显的体现在钢质焊道上面;而这次的铝焊接完全暴漏这种缺陷!
* D- \/ I( ]! I& E8 r- q
大家后续在外包给供应商的弧焊工作站中需要明确的指出:变位机两侧都需要做焊机负极端!
' H( Z& U/ C( T. B- p% w | 
 发表于 2020-3-1 19:28:19
发表于 2020-3-1 19:28:19