|
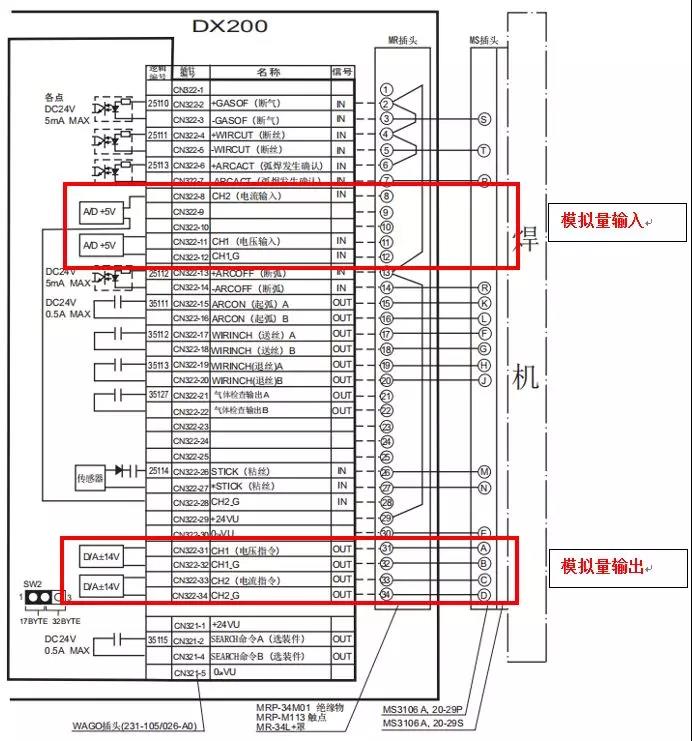
安川机器人控制柜可以通过选配模拟量通讯基板来实现模拟量功能,例如DX200控制柜的JANCD-YEW01-E基板,自带2路模拟量输入和2路模拟量输出。 - x8 \2 }! ?5 K1 p6 B" @, p
CN322 模拟量输入/输出
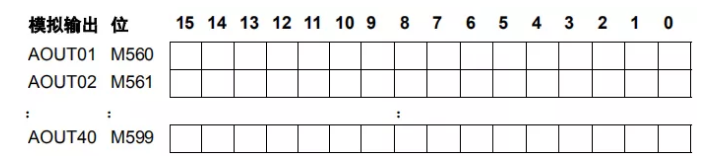
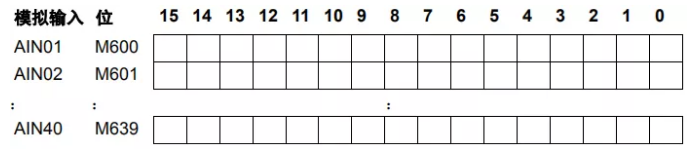
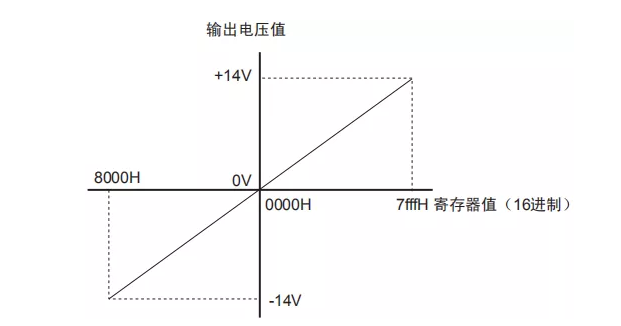
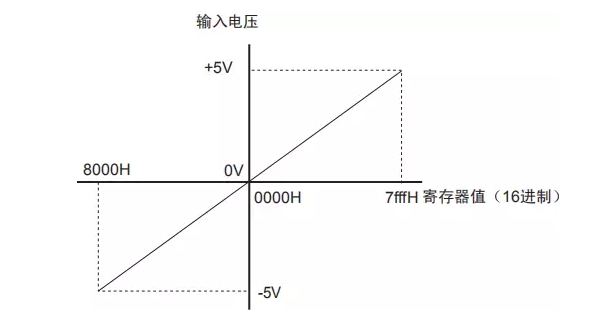
: v9 m0 ]9 c# i5 l; p5 Y1)模拟量输出寄存器 DX200默认40个16位的模拟量输出寄存器(M560~M599) 2)模拟量输入寄存器 DX200默认40个16位的模拟量输入寄存器(M600~M639) 3)输入端的电压范围是-5V到+5V; 每1V的寄存器数值分辨率是【1V=32767/5=6533】; 4)输出端的电压范围是-14V到+14V;
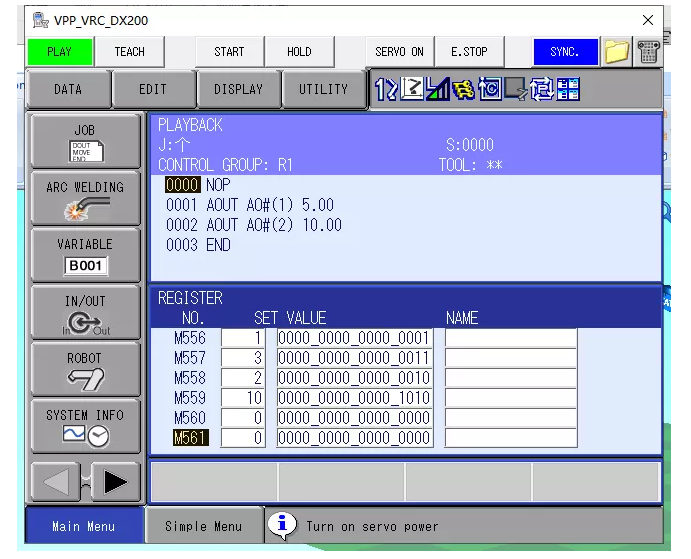
D$ J, l8 r m! _1 x4 [- O 每1V的寄存器数值分辨率是【1V=32767/14=2340】; 5)机器人程序中使用实例 运行前 运行后可以根据以上程序中的实例,进行编程测试。
$ b9 i f* u) V0 o1 R0 R& |安川机器CC-Link基板添加说明 01 机器人通讯地址说明 机器人外部I/O分为两类: 1)、本地硬件IO: 20010 — 20057:40点输入 30010 — 30057:40点输出
6 O1 J U) i% S1 v; R& b" |- M2)、远程总线IO:20060 — 21287,30060 —31287 20060 — 20067,30060 —30067:通讯的状态信号 20070 — 21287,30070 — 31287:作为通讯地址使用
' ^$ X+ f1 C8 g/ i8 A7 T02 常用通讯基板说明 基板分类:不同的通讯方式对应不同的基板
' O0 r" l1 O# B, d" |5 H* Q* E( o三菱:常用CC-Link通讯方式 西门子:常用Profibus_DP和Profinet通讯方式 AB:常用Devicenet和Ethernet_IP通讯方式 欧姆龙:常用Devicenet和Ethernet_IP通讯方式 (具体型号可向供应商咨询) 0 s# k9 Y) P/ h. h2 v
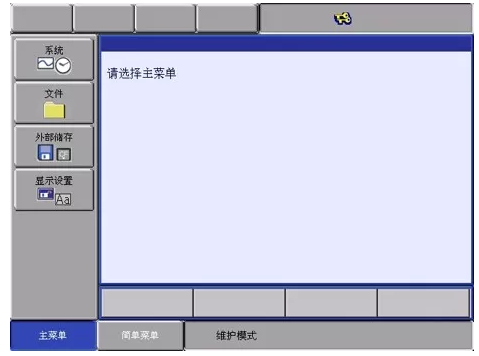
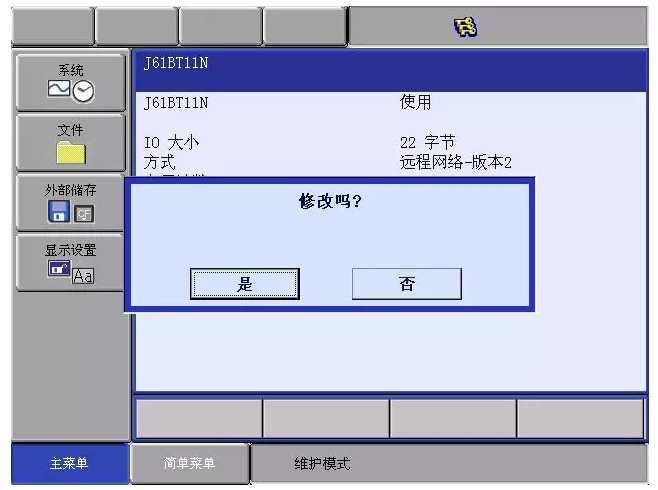
03 SST-CCS-PCU通讯基板设定说明 1)、设置步骤如图所示,按住“主菜单”开机进入维护模式;
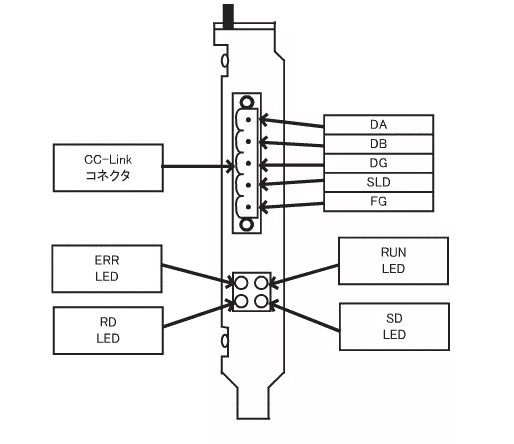
/ ^) V0 W% }8 Y/ g! n" [% K; Z) }2)、进入管理模式; 3)、选择“设置”; 4)、选择“选项基板”; 5)、若为CC-Link基板安装,对应槽号将显示此基板; 6)、选择使用,占用站数选择“4”,根据软件设置填写站号; 7)、按下回车键,选择“是”(以下设置图片显示为AB3601,CC-Link与之相同); 8)、按下回车键; 9)、按下回车键,选择“是”,设置完成。 04 SST-CCS-PCU 1)、外观; 2)、基板接线及指示灯; 安川机器人急停接线 停按钮 急停按钮也可以称为“紧急停止按钮”,业内简称急停按钮。顾名思义急停按钮就是当发生紧急情况的时候人们可以通过快速按下此按钮来达到保护的措施。 在各种工厂里面,一些大中型机器设备或者电器上都可以看到醒目的红色按钮,标准的应该有标示与“紧急停止”含义相同的红色字体。这种按钮可统称为急停按钮。此按钮只需直接向下压下。就可以快速的让整台设备立马停止或释放一些传动部位。要想再次启动设备必须释放此按钮,也就是只需顺时针方向旋转大约45°后松开,按下的部分就会弹起。也就是“释放”了。 关于急停按钮的分类 蘑菇头型
c6 U5 V4 U& O* E! ?, i; q拉杆形 1 P: k5 ]! r0 ?- Y& k9 M
手柄型
0 `" x t- M! p) i脚踏型 以上的急停按钮(开关),院长在诸多客户现场都见到过,安全对于一线工作者是极其重要的,再次院长也呼吁大家,平时工作一定要注意安全:开开心心工作,平平安安回家。 ( P8 r( X0 v* `( k4 F0 S/ Y
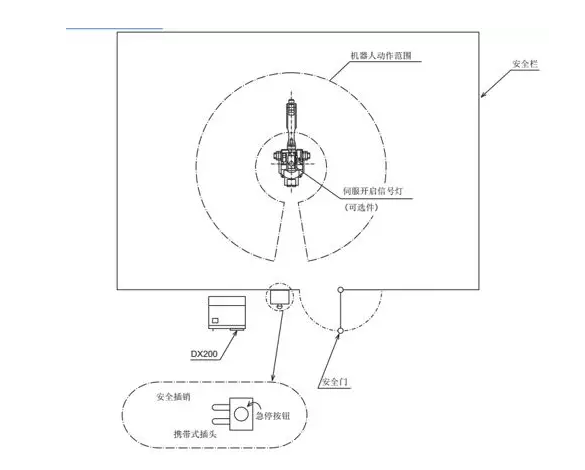
急停位置
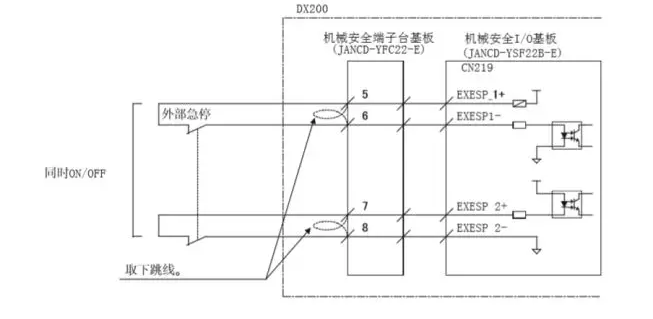
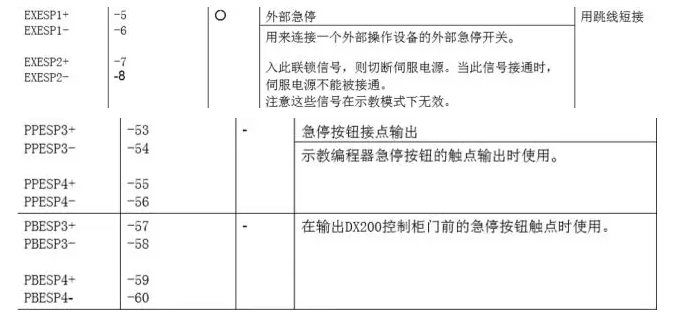
$ v7 \: y3 V W3 N主操面板/启动按钮/安全门/围栏内部等。 安川DX200控制柜单急停电气接线+ z! t3 Q" v1 e* z5 M! T/ Q% I6 \
9 K6 t+ r! U2 X2 Y E: A# t; Q直接将急停按钮接在控制柜MXT端子排的5、6、7、8端子上; 根据GB标准:GB16754-2008 电气接线需要安全双回路 。 - U1 B7 w- f7 b) L- B
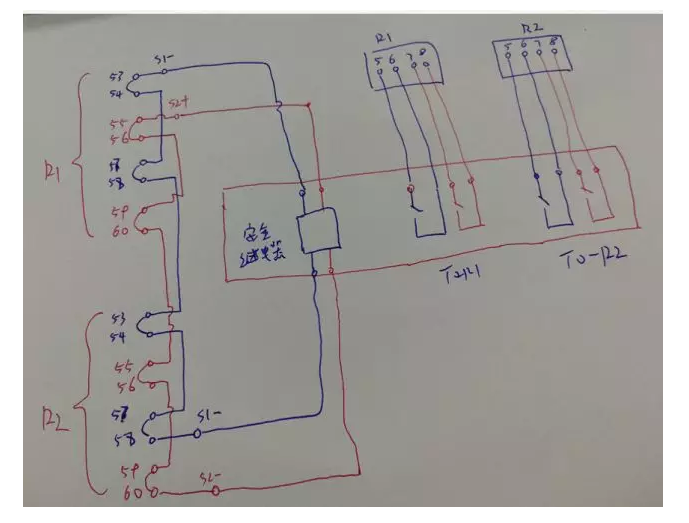
实操举例 以两台控制柜的急停接线为例。
3 G% x5 x C( n6 h硬件:安全继电器 / 或者安全PLC。 以下是院长做的实验: 基于安全继电器的急停示意图 手图太丑 大家凑合一下 ( n( C. Y* P4 C( ~% M6 Y
关于急停按钮安装和拆除方法 将操作头部由面板前插入安装孔内,于面板后旋入中座,然后均匀拧紧两端紧定螺钉(切不可用力过猛),如面板为塑料等其它非金属,可在面板后垫上一块安装板后再安装,如安装孔的直径为25mm时,可在面板后垫上φ25的安装板后在安装。 A型按钮,开关元件可连同中座一起安装; B型按钮,应先卸下开关元件,再安装中座。 ) [1 k- {1 d1 U0 V% I! r
注意: 1、如安装后发现按钮有卡滞现象,应调节中座的两颗紧定螺钉,保持松紧一致,即可清除。 开关元件直接扣上即可,头部的符号片可直接在前部进行安装(一般在出厂时已装好) 2、安装完毕后,应检查开关元件的搭扣是否完全扣入。 3、拆除开关元件或降压器:用螺丝刀抬起锁扣安装系统的搭扣,即可随意简便地拆卸已紧扣安装的组件。
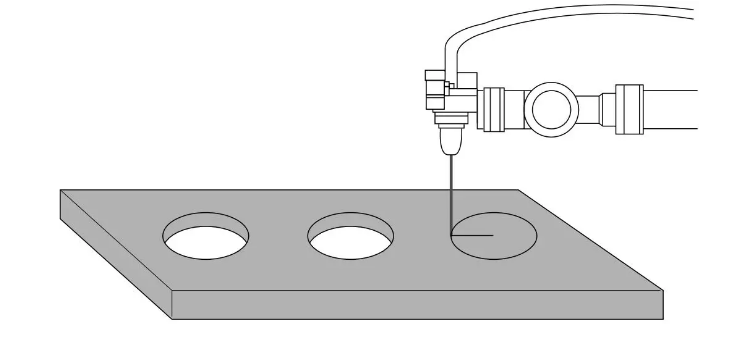
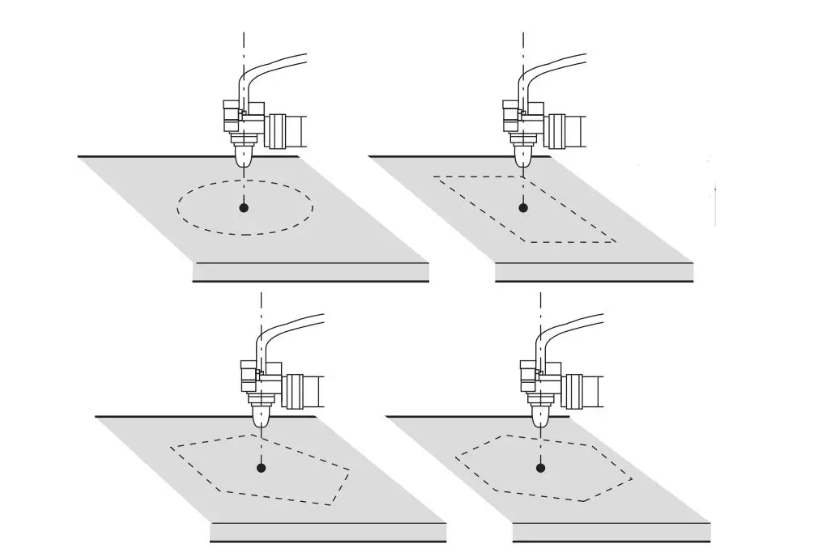
4 r" S+ R$ V8 {; m) Q4 ^定形切割功能 定型切割动作是指,使用由机器人夹持的工具(如:激光切割机、水刀、超声波刀具等)按照一定形状切割工件的加工动作。 分类: 定形切割分为圆形、长方形(包含正方形)、椭圆形、五角形、六角形,共计5种。 图形的示教方法: 定型切割功能的示教通过登录 FORMAPR 命令和 FORMCUT 命令进行。FORMAPR 命令是向切割动作开始点移动的命令, FORMCUT 命令是切割动作命令。 在向切割动作开始点移动的步骤中,请移动机器人轴,通过 FORMAPR 命令登录定型切割图形的中心位置。 请在开始切割动作的步骤 (FORMAPR 命令的下一步骤 ) 中登录 FORMCUT命令。 FORMAPR命令的示教位置:
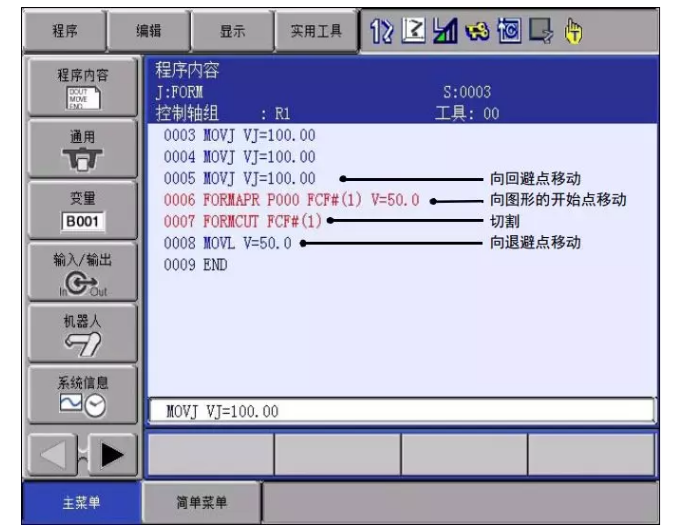
( U- E3 E- \3 s程序展示: 通过将形状切割文件的 “开始点”设定为中心点或指定点, FORMCUT 命令可以从图形的中心点或图形附近的点开始切割动作。 通过再现、试运行或同时按下联锁与前进以执行 FORMAPR 命令的情况下,“开始点”为中心点时机器人向图形的中心点移动,“开始点”为指定点时机器人向图形附近的点移动。 通过前进、后退以执行 FORMAPR 命令时,与 “开始点”的设定无关,向图形的中心点移动。 # y9 X3 J5 X, K1 h
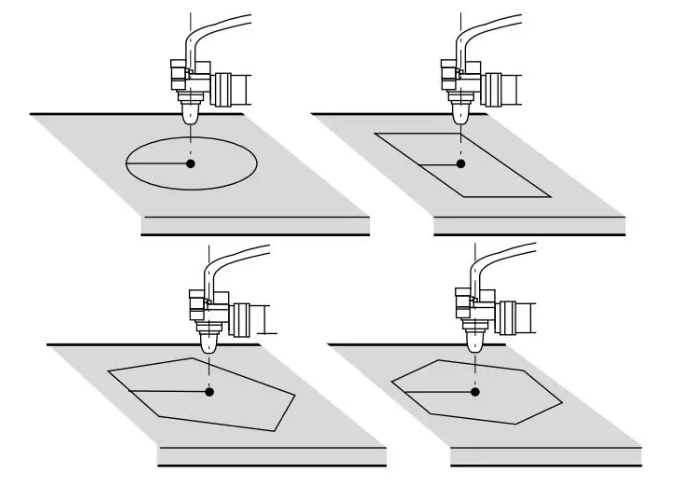
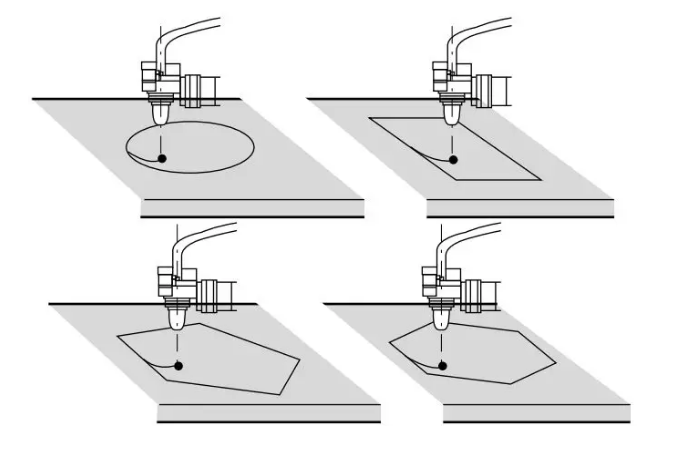
“开始点”为中心点时 “开始点”为指定点时
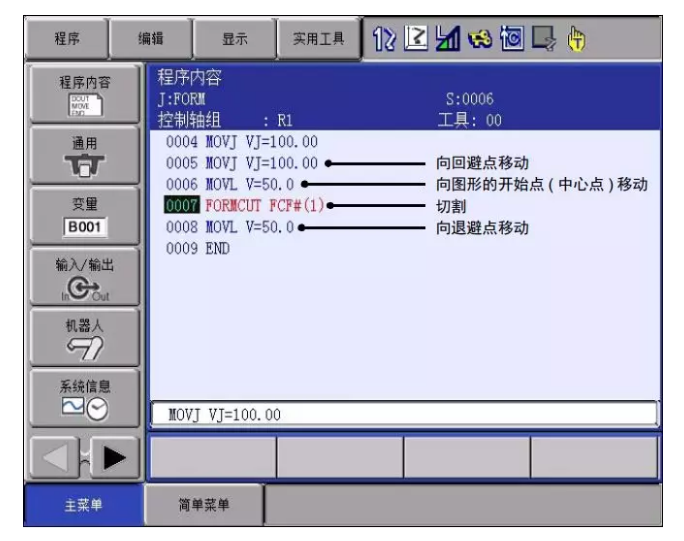
7 `8 Y3 [& B. S V$ z, Y/ ~7 T6 M5 z仅当 “开始点”为中心点时,开始点的位置 ( 图形的中心点 ) 可通过移动命令 (MOVL、 MOVJ 等 ) 而非 FORMAPR 命令进行登录。此时,可以以登录的位置为中心点执行 FORMCUT 命令。 ※ 通过将 “开始点”设定为中心点,可以使用包含以往的 FORMCUT 命令的 JOB。以下为 JOB 示例。
8 }$ m* L8 `+ D( D1 E& e+ X, v2 U& @ | 
 发表于 2019-10-21 17:19:13
发表于 2019-10-21 17:19:13