|
|
如图这原来是一个铸造件,我在别人的机器上看到的,我把它画成了焊接件,
. w. d' U/ n& Z' g3 K( L1.我设计的安装基准面然后轴承孔中心线垂直于基准面
4 }, Q/ l5 H* P* v3 o$ I3 c0 U 这样是不行的,因为基准面太小,零件加工起来不好搞,最好选择整个零件的底面作为基准面,这样安装面相对于底面标垂直度,孔相对于底面标平行度。 这么干,纯粹是考虑机加工3 o+ ]' m* Y/ S- H+ E9 e1 E5 ~4 S
因为不这么干,机加工毛坯焊接好以后装夹肯定要找一个基准,这个基准不是设计的基准面(安装基准面),这个装夹定位的基准选零件的下底面( t7 p0 n$ D/ T! V% ]( ~
2.如果是铸造件怎么干?只需要标准径尺寸即可,不需要考虑脱模拔膜角度等。 铸造需要试制成功后大批量,第一次用焊接替代& k+ m/ Y9 P! J, _. d& l, q2 v/ f) i7 S
3.说到铸造 这个零件可以用木模,就是那种胚型用木头加工的,这样成本较低,如果比较精密的零件就要用金属模芯了。 如果复杂的零件可能一个模芯还不行。像我这个零件比较简单,不要考虑那么多 用木模成本低货期也快
- N4 s$ E- h A 我是个初级技术员,以上心得体会还请各位大佬执正点拨 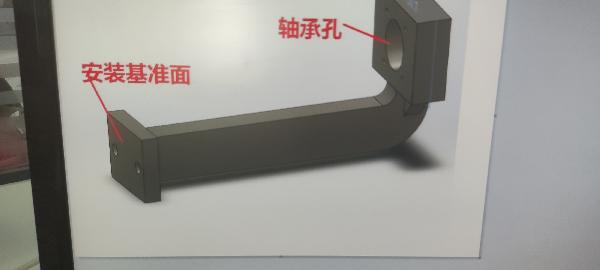 |
|

 发表于 2025-7-26 18:12:45
发表于 2025-7-26 18:12:45