|
01 可转位铣刀主要几何角度 9 Y; B6 n+ v4 l4 J
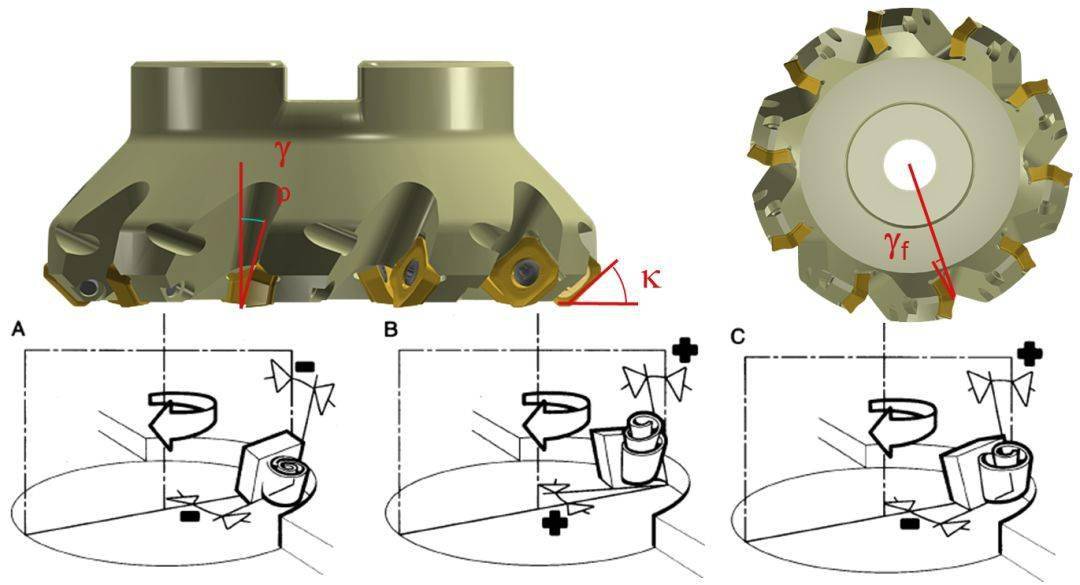
铣刀有一个主偏角和两个前角,一个叫轴向前角,一个叫径向前角。 ) b# a+ b4 I! {( [
径向前角γf和轴向前角γp,径向前角γf主要影响切削功率;轴向前角γp则影响切屑的形成和轴向力的方向,当γp为正值时切屑即飞离加工面。
" C( J; H1 H B) ?
3 X' }: J/ d0 g- {9 `, x
前角(前刀面接触面) 负前角:用于钢、钢合金、不锈钢、铸铁。 正前角:用于粘性材料和一些高温合金。 前角中置:用于车螺纹、割槽、仿形车和成形刀。 尽可能采用负前角。
& v2 m# d$ e; `( _3 H
02 铣刀几何形状 2 }$ m M9 ] t3 j
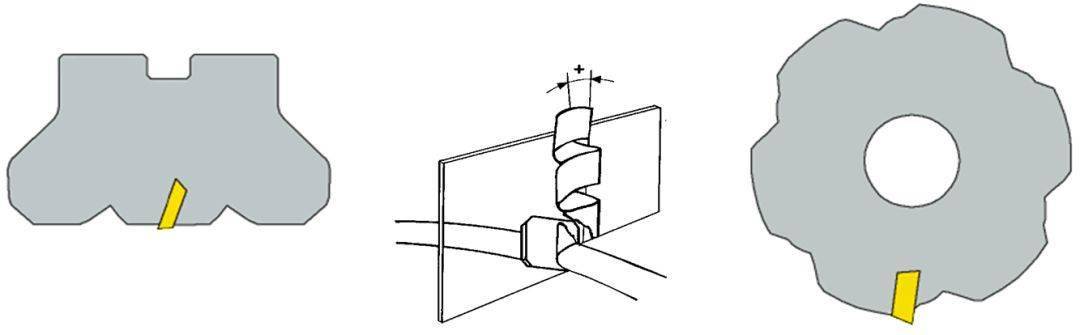
(1)正角 - 正角 切削轻快,排屑顺利但切削刃强度较差。适用于加工软材料和不锈钢、耐热钢、普通钢和铸铁等。在小功率机床、工艺系统刚性不足、以及有积屑瘤产生时应优先选用该形式。
$ m6 X6 c6 Y9 ]
优势: 1)平滑切削 2)排屑顺畅 3)良好的表面粗糙度 & Y- Q' t: A3 t; W
劣势: 1)切削刃强度。 2)不利于切入接触。 3)工件脱离机床工作台。 ; c* @8 Q4 c4 Q
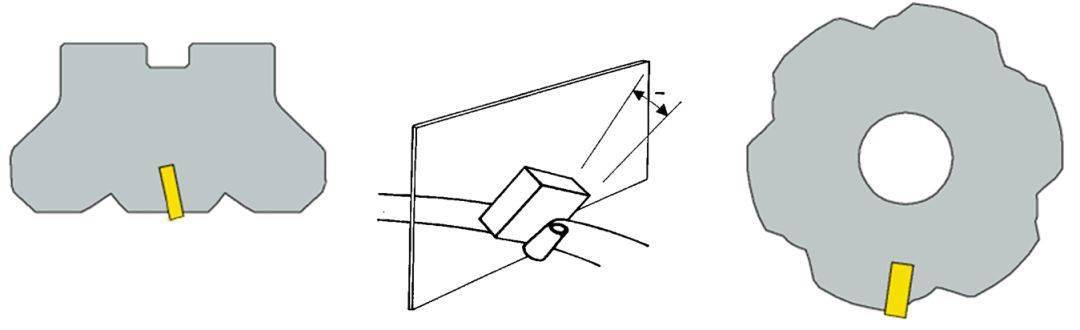
(2)负角- 负角
- N& W3 F( ?0 g' M
抗冲击能力强,采用负型刀片,适用于粗铣铸钢、铸铁和高硬度、高强度钢。 但铣削功率消耗大,需要极好的工艺系统刚性。
6 b, g0 K. K! ~' Q0 x
优势: 1)切削刃强度 2)生产率 3)把工件推向机床工作台 7 C$ m3 g5 D) q \/ H4 r& T
劣势: 1)切削力更大 2)切屑阻塞 (3)正角- 负角
' F5 B3 w" p4 p5 i% E( Q/ N/ X" D
( P3 H9 w0 X" H- A4 O. V
切削刃抗冲击性能较强,切削刃也较锋利。适用于加工钢、铸钢和铸铁。大余量铣削时,效果也较好 4 e1 }- h+ c/ a$ x1 L* S
优势: 1)排屑顺畅 2)有利的切削力 3)应用范围较广
o, [( K3 y# p2 x) ~
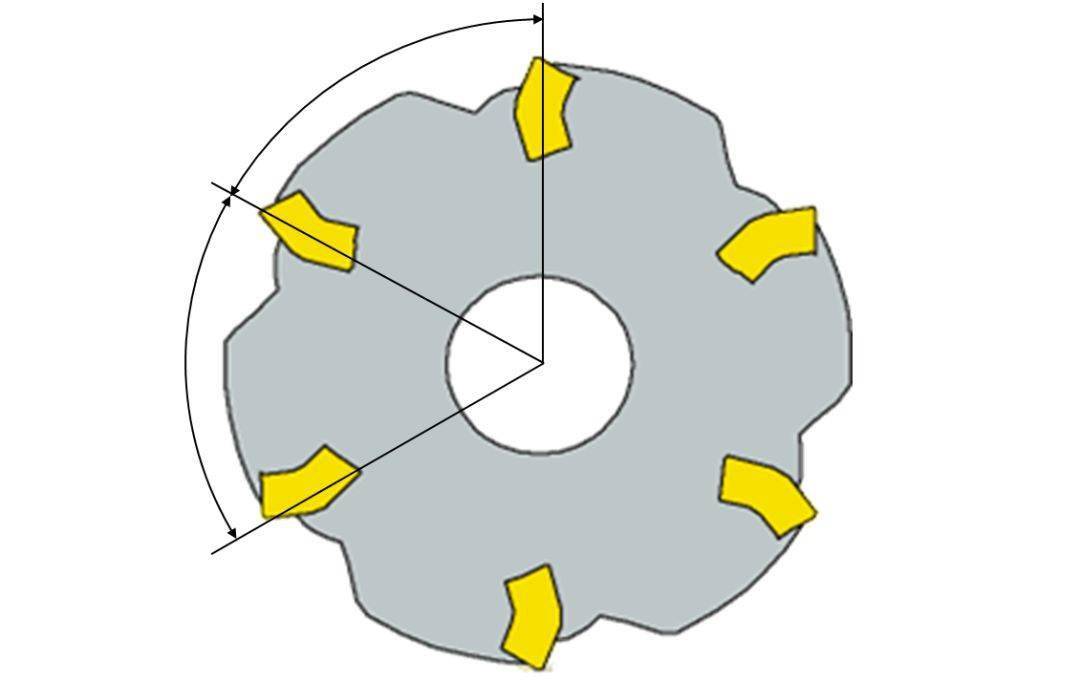
03 铣刀齿距 ) y5 ^' } b- S3 R$ Z' N( k6 B' ^
3 Y1 ]4 U$ u9 i: B/ J" V
1)密齿:高速进给,铣削力较大,容屑空间小。 2)标准齿:常规进给速度、铣削力和容屑空间。 3)疏齿:低速进给,铣削力较小,容屑空间大。
7 X* N0 }" D2 | [) r! V6 ]
如果铣刀未安装专用的修光刃刀片,则表面粗糙度取决于每转进给量是否超过了刀片修光刃平面宽度。 示例:铣槽&轮廓铣 2 u8 P# r1 A9 W# |
. Z. F) X, o1 P+ w" t$ v! f( }
齿数: 1)疏齿或标准齿用于铣槽(安全) 2)密齿用于轮廓铣(生产率) | 
 发表于 2023-2-2 15:10:23
发表于 2023-2-2 15:10:23