|
断刀,偏移都是现场加工中经常遇到的难题,本期将为大家带来正确的解锁姿势。
1 |6 x4 b$ O( h M% K- Z' m
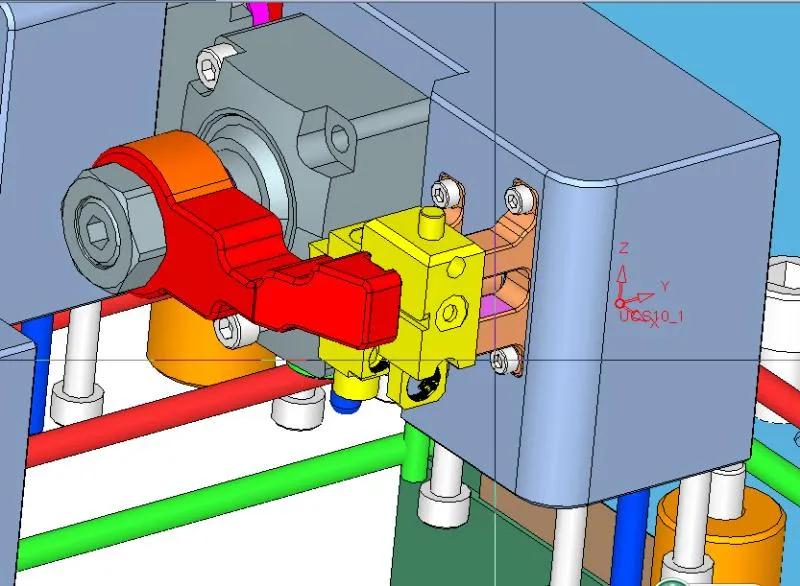
PART 01 难题一:转角缸压不紧小零件?具体工况:加工产品为铝件,一面两销,但是销子行程很短,加工过程会有位移。 " K5 Z: T# }9 l0 ?& t) `, c9 n
图1 # t6 e7 m1 d; |/ A- S
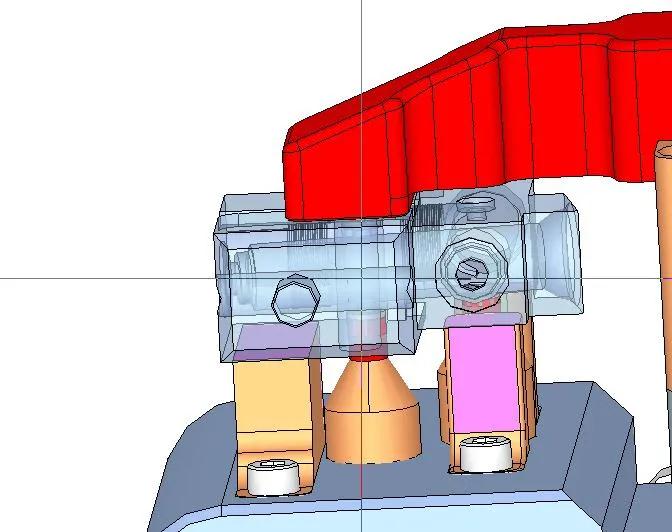
图2 9 ~4 _7 Z3 j% j7 S, ?
图3 " z& l- p! |# I3 m5 [0 u9 r
: ~2 I* r3 z5 M( W# Q
思维启迪 A:不是压不紧,是摩擦力太小。 B:红色压块做个定位销就可以了。 C:零件的周围给两个限位点。
3 Y/ e1 G' M' [ u
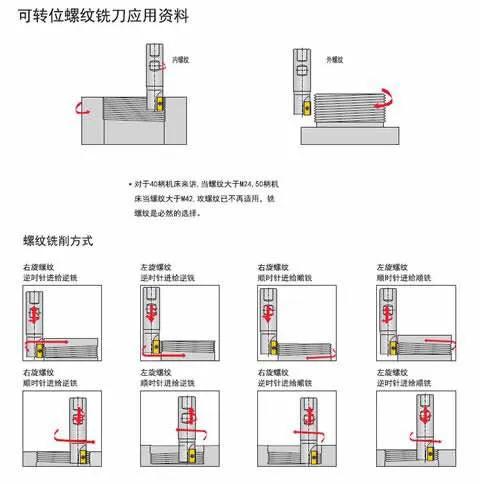
PART 02 难题二:304铸件铣外牙
6 L, X- z9 u: c$ r/ |5 D具体工况:大力机床,修改304铸件,M14*P1.5.牙长10MM。实用Carmex刀粒。 % z# `7 w+ R: c7 g" Y8 Q
思维启迪 A:买个螺纹铣刀。空下刀,加个刀具半径补偿,螺旋下刀。转速一般是1500-2000转左右,分刀就是几牙几刀!比如螺纹深度是20,牙距1.5,那就是20/1.5,然后再凑个整数。单边可以分两刀,0.6一刀,0.15再光一刀。 7 h1 c9 A0 _ r0 r- t
图5
7 T2 t/ x( H2 m: Y# E' ~- A
图6 # ~' G( `4 {6 ]; q; D+ r# ]+ ?
PART 03 难题三:刀具中间钻头老断的原因。0 g. B w8 ^' ?
具体工况: 图7
, l5 S; S9 x# ?9 i' a" n- Z
图8 1 K! l. g4 F+ ?# p c1 a8 Z) o
思维启迪 A:排屑不畅。 , b/ L/ z& g1 L S8 d" n+ z
B: 转速进给改改看下情况,还有中心顶尖进去时候,程序给出进给放慢,好定心。然后再按照正常速度进给。
1 k& c/ I3 J7 K) A, }( b- g
C:钻4mm,退回起刀点。
5 Z* W& ?$ P# H: @
D:这个中间的定位钻已经没有排屑的路径,所以会挤屑。中间钻头排屑槽跟刀片要平滑过渡,你那个排屑槽已经到孔里去了,那屑只能挤压成一块了。把中间钻头推出来,排屑槽高于刀片0.2左右就可以了。 " p1 O- S, [; D$ L# u# G' d5 M
" }* b3 G8 G& Y- a+ I | 
 发表于 2022-12-29 10:01:32
发表于 2022-12-29 10:01:32