本帖最后由 xiaobing86203 于 2017-8-30 21:09 编辑 2 s) X3 C* R6 o: `7 {, Q
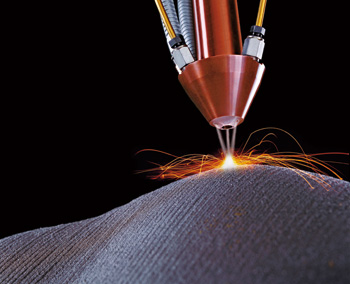
2 d8 y3 o/ Z" \; W, @激光焊是以聚焦的激光束作为能源轰击焊件所产生的热量进行焊接的一种高效精密的焊接方法。
9 j' N- j) b. S D激光焊接是激光材料加工技术应用的重要方面之一。20世纪70年代主要用于焊接薄壁材料和低速焊接,焊接过程属热传导型,即激光辐射加热工件表面,表面热量通过热传导向内部扩散,通过控制激光脉冲的宽度、能量、峰值功率和重复频率等参数,使工件熔化,形成特定的熔池。由于其独特的优点,已成功应用于微、小型零件的精密焊接中。
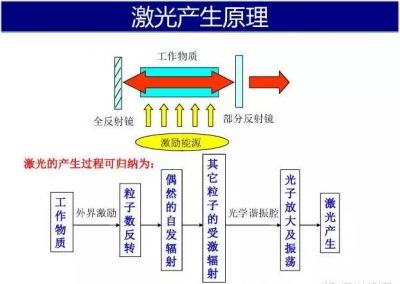
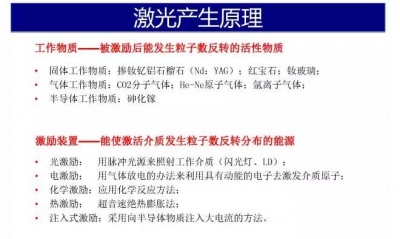
, f" u1 V# D W* N激光焊接的原理8 R4 o: O ^# }% ]/ c
激光焊接原理6 n* w3 u8 S* P1 x) f3 V; I
, V6 V( H, V! [ O
激光焊接是利用高能量的激光脉冲对材料进行微小区域内的局部加热,激光辐射的能量通过热传导向材料的内部扩散,将材料熔化后形成特定熔池。它是一种新型的焊接方式,激光焊接主要针对薄壁材料、精密零件的焊接,可实现点焊、对接焊、叠焊、密封焊等,深宽比高,焊缝宽度小,热影响区小、变形小,焊接速度快,焊缝平整、美观,焊后无需处理或只需简单处理,焊缝质量高,无气孔,可精确控制,聚焦光点小,定位精度高,易实现自动化。& q0 r, @8 Q7 L4 i9 B+ b( y, R
激光焊接的原理可分为热传导型焊接和激光深熔焊接。功率密度小于104~105 W/cm2为热传导焊,此时熔深浅、焊接速度慢;功率密度大于105~107 W/cm2时,金属表面受热作用下凹成“孔穴”,形成深熔焊,具有焊接速度快、深宽比大的特点。' j+ m2 r1 [$ \3 U5 o
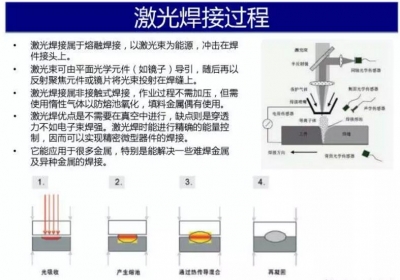
1、激光深熔焊 当功率密度比较大的激光束照射到材料表面时,材料吸收光能转化为热能,材料被加热熔化至汽化,产生大量的金属蒸汽,在蒸汽退出表面时产生的反作用力下,使熔化的金属液体向四周排挤,形成凹坑,随着激光的继续照射,凹坑穿人更深,当激光停止照射后,凹坑周边的熔液回流,冷却凝固后将两焊件焊接在—起。
: y! ] X8 a6 U# C2、热传导焊接 当激光照射在材料表面时,一部分激光被反射,一部分被材料吸收,将光能转化为热能而加热熔化,材料表面层的热以热传导的方式继续向材料深处传递,最后将两焊件熔接在一起。 两者区别
/ u5 l. [3 G; |6 A前者熔池则被激光束穿透成孔;后者熔池表面保持封闭。传导焊对系统的扰动较小,因为激光束的辐射没有穿透被焊材料,所以,在传导焊过程中焊缝不易被气体侵入;而深熔焊时,小孔的不断关闭能导致气孔。传导焊和深熔焊方式也可以在同一焊接过程中相互转换,由传导方式向小孔方式的转变取决于施加于工件的峰值激光能量密度和激光脉冲持续时间。激光脉冲能量密度的时间依赖性能够使激光焊接在激光与材料相互作用期间由一种焊接方式向另一种方式转变,即在相互作用过程中焊缝可以先在传导方式下形成,然后再转变为小孔方式。8 S$ p O& k1 r2 C1 C0 N' x$ c
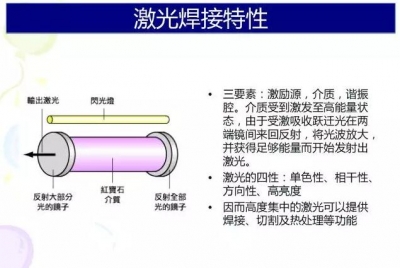
激光焊接的特点
1 Z8 o7 ]# b' ?0 n1、属于熔融焊接,以激光束为能源,冲击在焊件接头上。' p+ P* K1 \+ D; A# G6 b
2、激光束可由平面光学元件(如镜子)导引,随后再以反射聚焦元件或镜片将光束投射在焊缝上。
7 i: L8 [# c8 C2 ?% B3、激光焊接属非接触式焊接,作业过程不需加压,但需使用惰性气体以防熔池氧化,填料金属偶有使用。7 z0 @$ s" {! e) v- l
4、激光焊可以与MIG焊组成激光MIG复合焊,实现大熔深焊接,同时热输入量比MIG焊大为减小。/ T- r) f( o+ j: T4 J9 l! @0 ]4 k
激光焊接的好处
6 s0 g2 h2 R& I3 O4 V; \0 m1、可将入热量降到最低的需要量,热影响区金相变化范围小,且因热传导所导致的变形亦最低。
; s" G% V! W. k. L2 k2、不需使用电极,没有电极污染或受损的顾虑。且因不属于接触式焊接制程,机具的耗损及变形接可降至最低。+ a$ \; M. A& y' c6 u8 H6 I
3、激光束易于聚焦、对准及受光学仪器所导引,可放置在离工件适当之距离,且可在工件周围的机具或障碍间再导引,其他焊接法则因受到上述的空间限制而无法发挥。! b! w; X3 @( @+ O
4、激光束可聚焦在很小的区域,可焊接小型且间隔相近的部件,可焊材质种类范围大,亦可相互接合各种异质材料。
# ?/ l+ r9 s+ x6 o: P- `5、不受磁场所影响(电弧焊接及电子束焊接则容易),能精确的对准焊件。
9 ^9 H# |4 V0 o/ l2 ]" p/ b) g1 r0 q6、若以穿孔式焊接,焊道深一宽比可达10:1。
. k7 z+ W, F1 |) v7、焊接薄材或细径线材时,不会像电弧焊接般易有回熔的困扰。
2 P% l* D* Z9 ]7 c4 t: d1 [- Q" V1 i! r9 Q) N
激光焊接的局限性
1 V. {3 A$ n! [1 C, w8 j3 q1、受光束质量、激光功率的限制,激光束的穿透深度有限,而加工用高功率高光束质星的激光器价格昂贵,同时高功率激光束焊接时,等离子体的控制更加困难,焊接过程稳定性恶化,甚至出现屏蔽效应而使熔深下降,因此激光焊接一般应用于较薄材料的焊接。 2、激光束的直径很小,热作用区域较窄,对工件装配间隙要求严格。且l使采用激光填丝多层焊接也难以完全克服,同时由于焊丝与光束相互作用,使焊接工艺参数的调整更加复杂。 ; w8 U; d0 j V- S1 o% o
3、激光焊接时形成的等离子体对激光的吸收和反射,降低了母材对激光的吸收率,使激光的能量利用率降低,同时使焊接过程变的不稳定。
2 C+ h/ C' N% d" O+ g% J 4、激光对高反射率、高导热系数材料的焊接比较困难,熔池的凝固速度快使其容易产生气孔,冷裂纹,同时合金元素和杂质元素容易偏析,出现热裂纹等缺陷。4 ^' X0 T3 c) F" E
激光焊接的应用 L! X, w' P E e
1、制造业4 ~3 k! e4 n* t7 D+ ?2 x
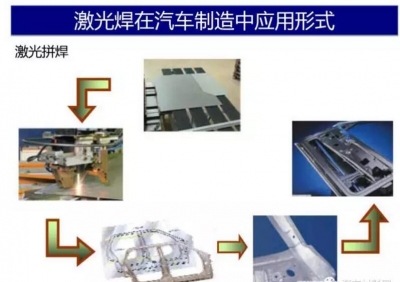
激光拼焊技术在国外轿车制造中得到广泛的应用,据统计,2000年全球范围内剪裁坯板激光拼焊生产线超过100条,年产轿车构件拼焊坯板7000万件,并继续以较高速度增长。
) J, \' L0 G X s7 C x2、粉末冶金
( n; J7 T0 j' |6 O- @( x在八十年代初期,激光焊以其独特的优点进入粉末冶金材料加工领域,为粉末冶金材料的应用开辟了新的前景。
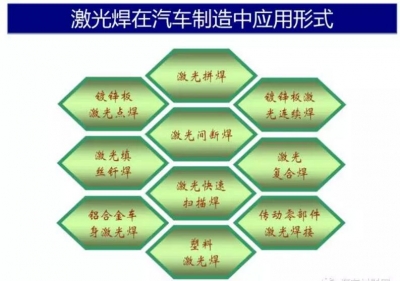
# L. w2 B, z, B4 ^) n! J3、汽车工业
/ }" {+ N c9 } r0 \' w" \5 t% {20世纪80年代后期,千瓦级激光成功应用于工业生产,而今激光焊接生产线已大规模出现在汽车制造业,成为汽车制造业突出的成就之一。0 w2 x3 ]3 C4 o0 Z$ _- s
4、电子工业. {& |9 Z( b4 w& n
激光焊接在电子工业中,特别是微电子工业中得到了广泛的应用。激光焊接热影响区小、加热集中迅速、热应力低,因而正在集成电路和半导体器件壳体的封装中,显示出独特的优越性,在真空器件研制中,激光焊接也得到了应用,如钼聚焦极与不锈钢支持环、快热阴极灯丝组件等。
, o+ n5 _. u+ [- `5、生物医学
# w- n# u+ D- b! T$ r" d- H激光焊接方法与传统的缝合方法比较,激光焊接具有吻合速度快,愈合过程中没有异物反应,保持焊接部位的机械性质,被修复组织按其原生物力学性状生长等优点将在以后的生物医学中得到更广泛的应用。
6 ?. g3 n0 Y. U3 B) e: U% {$ F. n7 D
在汽车轻量化电池包产品中,激光焊接有如下特色:4 L0 _3 S! v- b
& E z! |& U' N: T% k1 M
/ o J2 Z4 o$ h2 k7 A
e2 U' O' R: z4 c8 V9 a
9 a( k0 e9 P: q* Y4 i3 ?* B- Z h7 C, M! b/ }
5 F7 o/ l1 e/ {: c; C. `
4 o0 e/ F: F- }) ?; l& V0 X/ N0 u5 m
& {1 I8 |1 _ T) q9 a6 {
1 v& s% ~! b) h* M" I$ I ^5 M+ Z& u$ S5 s7 w0 e/ w, s
| 
 发表于 2017-8-30 21:09:49
发表于 2017-8-30 21:09:49