|
钣金常见的几种表面处理方式为:拉丝、喷砂、喷漆、烤漆、喷粉、抛光、电镀、阳极氧化、丝印。
5 l7 J4 @7 Q8 @& W$ L7 @( E' T
由于某些钣金材料表面不具备防锈防腐蚀的能力,所以进行有效的表面处理是十分必要的。对钣金件进行表面处理可以提高产品在恶劣环境下的使用寿命,或者为了达到特定的表面效果或功能。 ; J) n3 C7 S" J9 P
+ F; v4 U/ P& `$ U2 {
拉丝 $ B" U# \9 {, `- [
所谓拉丝就是通过研磨材料对金属表面进行来回机械相对运动和化学腐蚀使工件表面光得到一层粗细分布均匀的宏观指纹表面,主要作用是美化外观。 一般都是不锈钢、铝板、铜板等金属板材,考虑用拉丝的表面处理方式。另外拉丝也叫擦纹,可分为手工拉丝和机械拉丝。
% a: m- Q# ]8 r! k+ k% ]- L5 U
根据拉丝后纹路的效果来划分,主要有直纹拉丝、乱纹拉丝、波纹、旋纹等。
( m, u7 s% `0 J8 [
8 ~- ?6 S, X6 }0 q+ g7 Y
直纹
- l* v- x! K$ i% N
乱纹
* U) ^3 }* r1 J. E+ @, v, T" }; c
波纹 , G5 u9 `* U. R
旋纹
3 s. K$ d- `6 H" f, w `% C5 E喷砂
3 _8 p% ?' M0 }/ X8 N/ ]7 S5 I, V
是采用压缩空气为动力,以形成高速喷射束将喷料高速喷射到需处理工件表面,使工件表面的外表面的外表或形状发生变化,获得一定的清洁度和不同的粗糙度的一种工艺。主要作用是去除工件表面的脏污,增加工件表面的附着力,为后续表面处理方式做准备。
6 j \! J. K( ~! ]1 d
! r$ H8 S8 g# Q `% ~
喷漆 # n( ~4 o. Y6 ~3 H
采用专用的喷漆枪,利用压缩空气喷出的气流,与连接贮漆罐的管内形成气压差,从而把漆液从贮漆罐里吸上来,被压缩空气的气流带到喷嘴,吹成细雾均匀的喷涂于被涂表面。 * \. a1 l) T L4 |+ ?9 X
通过不同的喷嘴和调整喷嘴位置,可以调成圆形、扇形、水平、垂直等不同形状的漆流。对于大而简单的表面,一般采用扁平漆流;小而复杂的表面,则通常采用圆形漆流。
, u- t3 r: e" [+ s' @7 i, N; H- d
喷漆是需要在基材上抹呢子,再在上面喷上漆,自然晾干。 - D, g. Q$ P+ [( G1 W
I/ E3 |, F7 A! i* g) ?
烤漆 ; y& t7 M: \, `; m
喷漆经过加热固化后就是烤漆。 + ~$ Z# P8 }3 ?, e% {! p- L2 c, G
烤漆是需要在基材上打三遍底漆、四遍底漆,每上一遍漆,都送入无尘恒温烤房,烘烤。 5 X! S) @, Z) d" u7 I
最常见的就是汽车烤漆。
/ G: k$ D9 U$ d `6 t c- e C. `
+ k! m V# N; K- O6 ^3 t( q+ d1 t& o1 v
8 L8 j/ ~: l0 l2 O( `6 S2 D$ S喷粉(喷塑)
G0 O% b0 E6 N( W8 w+ M
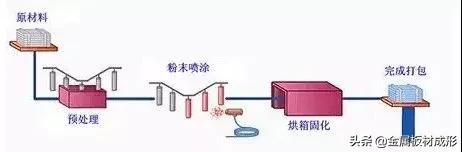
是用喷粉设备(静电喷塑机)把粉末涂料喷涂到工件的表面,在静电作用下,粉末会均匀的吸附于工件表面,形成粉状的涂层;粉状涂层经过高温烘烤流平固化,变成效果各异(粉末·涂料的不同种类效果)的终涂层。 : [1 Z/ p* j6 e1 A: V E
喷塑表面是不导电的,有接地要求的区域不允许喷塑。
; {( t; t8 v' p3 d
工艺流程
$ ~( c- `( d# P. p9 m4 P
上件→静电除尘→喷涂→低温流平→烘烤 3 h1 E/ [2 Z3 {: L. [ @& w
( \) i" G3 p9 S* H' Y7 g! s5 {3 l
# G4 H, n4 b0 ?+ T
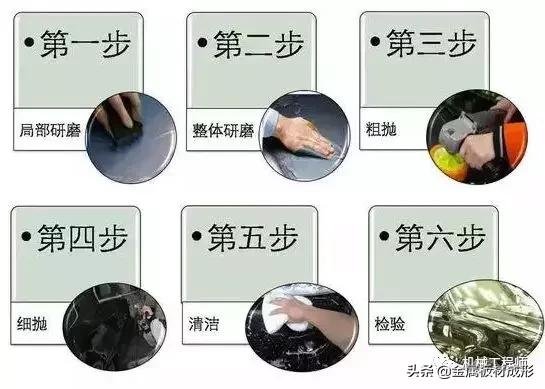
抛光
, u7 s3 l: t: _
利用柔性抛光工具和磨料颗粒或其他抛光介质对工件表面进行的修饰加工。 ' X, V! m# h" U( ]5 v. e( T& b+ @
! H! Z- x9 f2 i# F1 l. T
工艺流程 # ?$ ?5 v _" r% m/ F3 [* ]3 X
电镀 1 B% g7 j6 j/ ?9 Q- t. h
通过化学反应,在材料表面附上一层其他金属,用来增加金属的防腐蚀性能,且能达到一定的美化外观作用,是常用的一种表面处理方式,如:电镀锌、电镀镍等。 . [8 q" C; T2 w
主要镀五彩锌、蓝白锌、黑锌、镀铬。 % q- U" q$ @, `+ e o! _) U
% I0 R, `6 ? ]+ ]阳极氧化
0 R0 B3 [6 |" q4 C0 ~
将工件表面的金属氧化,在工件表面形成一层致密的保护膜,增加工件的防腐蚀性。一般有化学氧化和阳极氧化两种方式。阳极氧化是一种常用的表面处理方式,通常有原色阳极氧化和黑色阳极氧化。
# J; T3 o$ k+ [0 T1 y- K4 E- x2 C2 J
工艺流程 , [& B0 }$ { w3 T$ k
: V6 ~2 q/ ^ J5 L) _! Y4 ]7 Y单色、渐变色:抛光/喷砂/拉丝→除油→阳极氧化→中和→染色→封孔→烘干双色: ①抛光/喷砂/拉丝→除油→遮蔽→阳极氧化1→阳极氧化2→封孔→烘干 ②抛光/喷砂/拉丝→除油→阳极氧化1→镭雕→阳极氧化2→封孔→烘干 ! C3 p! k- }# x u0 F+ v4 M# {; g8 h
' Z) O) Y( f6 H! ~; K) k2 J
丝印
' ^$ i, i) j6 V+ m- I
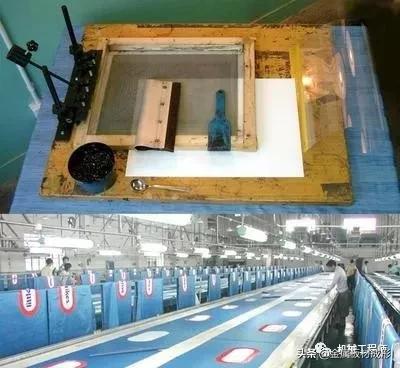
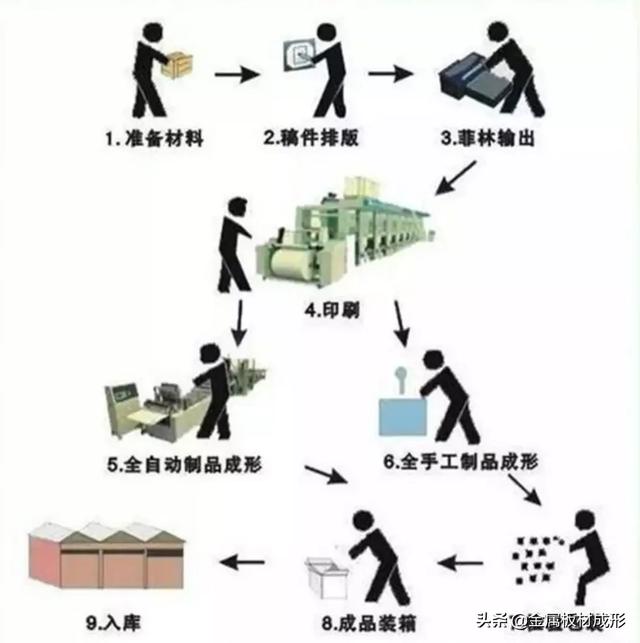
在材料表面丝印上各种标识的工艺,一般有平板丝印和移印两种方式,主要原理与照相机菲林成像原理一样,也是一个曝光的过程。平板丝印主要用于一般平面上,但如果遇上有较深的凹坑的地方,就需要用到移印。
0 I- Y, \6 K; o w% Q
2 V& w( Y" c7 p) s6 b
丝网印刷是利用感光材料通过照相制版的方法制作丝网印版(使丝网印版上图文部分的丝网孔为通孔,而非图文部分的丝网孔被堵住)。印刷时通过刮板的挤压,使油墨通过图文部分的网孔转移到承印物上,形成与原稿一样的图文。丝网印刷设备简单、操作方便,印刷、制版简易且成本低廉,适应性强。丝网印刷由五大要素构成,即丝网印版、刮印刮板、油墨、印刷台以及承印物。
! C! a! h) p) g. z4 v0 X
v, {- l/ O9 C. o$ ~- y; H8 R
6 T! {- } p1 x5 _
移印
1 ~3 E4 \' k( U; F& `
移印工艺十分简单,先将需要印刷的图案蚀刻在钢模板上,在蚀刻的钢模板上涂覆油墨,利用硅橡胶材料制成的曲面移印头,将凹版上的油墨蘸到移印头的表面,然后移到需要移印的工件表面并下压,将文字、图案等转印到被印刷工件上。移印工艺主要用于不规则异形对象表面的印刷,以塑胶注塑零件为主。 5 \& x% N- P0 ]' v8 r
# q: }1 K9 g8 @2 u( P j5 t* o3 B
| 
 发表于 2022-4-9 15:40:39
发表于 2022-4-9 15:40:39











 好资料,谢谢
好资料,谢谢