|
1691| 9
|
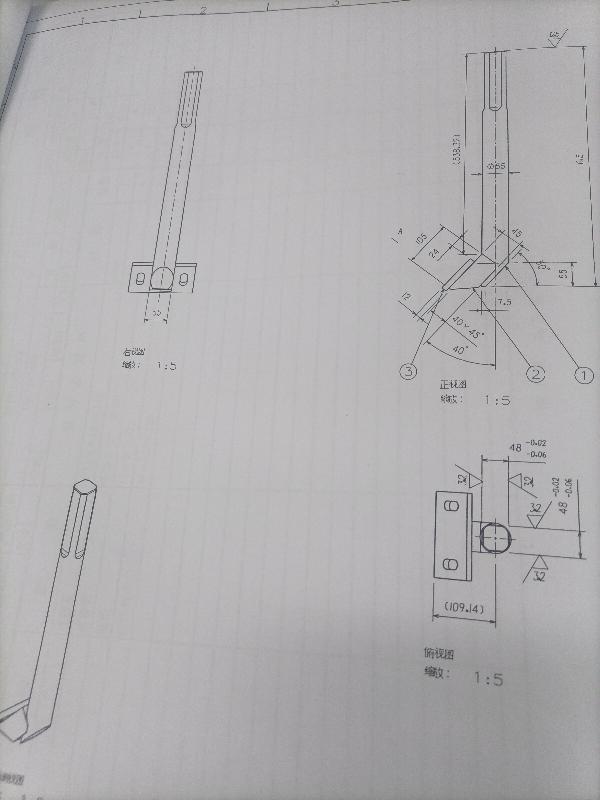
请教:调质工序对么 |
| ||
点评
调质深度可达20毫米。但要粗车去掉氧化层再热处理,才能保证淬火均匀。
你的难点在焊接
| ||
| ||
| ||
Archiver|手机版|小黑屋|机械社区 ( 京ICP备10217105号-1,京ICP证050210号,浙公网安备33038202004372号 )
GMT+8, 2025-6-28 02:28 , Processed in 0.096096 second(s), 19 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.

 发表于 2022-3-26 16:34:49
发表于 2022-3-26 16:34:49