焊缝的标注1.焊缝标注方法
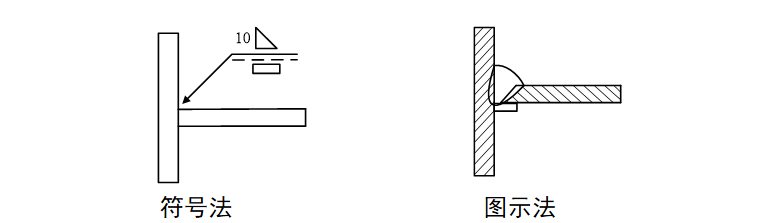
图样上焊缝有两种表示方法,即符号法和图示法。
 : d( Z6 s3 p Z# T9 ?0 J% g
: d( Z6 s3 p Z# T9 ?0 J% g
: p6 B/ l# b3 Q6 z
焊缝标注以符号标注法为主,在必要时允许辅以图示法。比如用连续或断续的粗线表示连续或断续焊缝;在需要时绘制焊缝局部剖视图或放大图表示焊缝剖面形状;用细实线绘制焊前坡口形状等等。
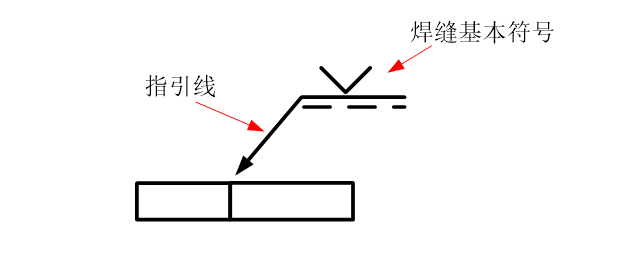
符号标注法:通过焊缝符号和指引线表明焊缝形式的标注方法。
2.符号标注法的要素
焊缝符号标注中有许多要素,其中焊缝基本符号和指引线构成了焊缝的基本要素,属于必须标注的内容。
除焊缝基本要素外,在必要时还应加注其他辅助要素,如辅助符号、补充符号、焊缝尺寸符号及焊接工艺等内容。
7 L$ @0 X" [9 j
( v7 x+ X% t+ @" n% c: U3.焊缝符号及其标注
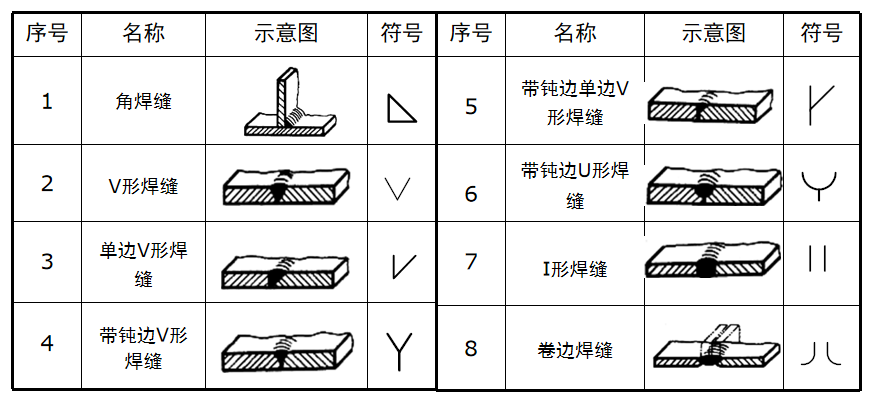
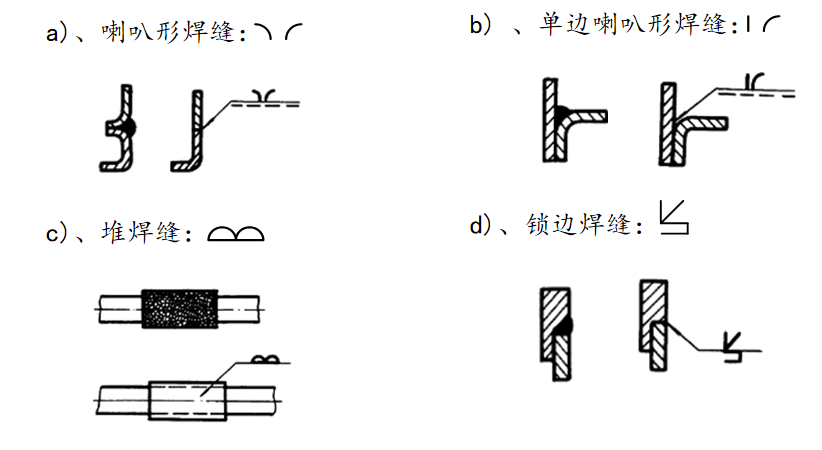
焊缝基本符号是表示焊缝横断面形状的符号,共有13个(详见GB/324-88),例如:
 , F$ T C% |$ w) V% g) h
, F$ T C% |$ w) V% g) h
" ?2 t5 ?- R1 A
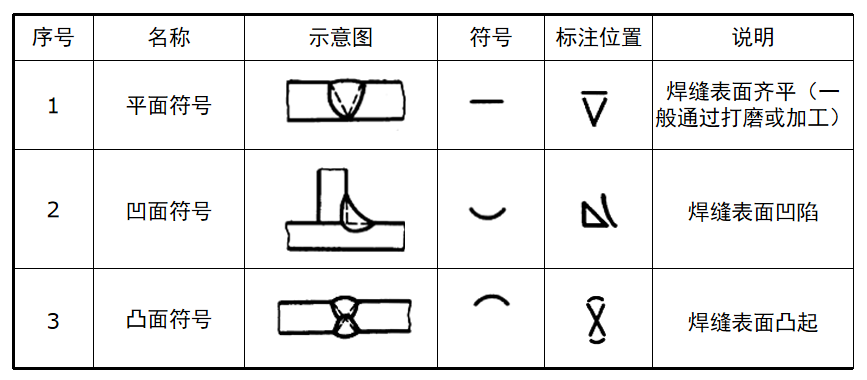
辅助符号是表示焊缝表面形状特征的符号。不需要确切地说明焊缝的表面形状时可以不加注辅助符号。辅助符号配置在基本符号固定位置。辅助符号有3个。
# X: m" E! p) e: S1 y. @6 j- U+ j7 s5 F9 P! F* A
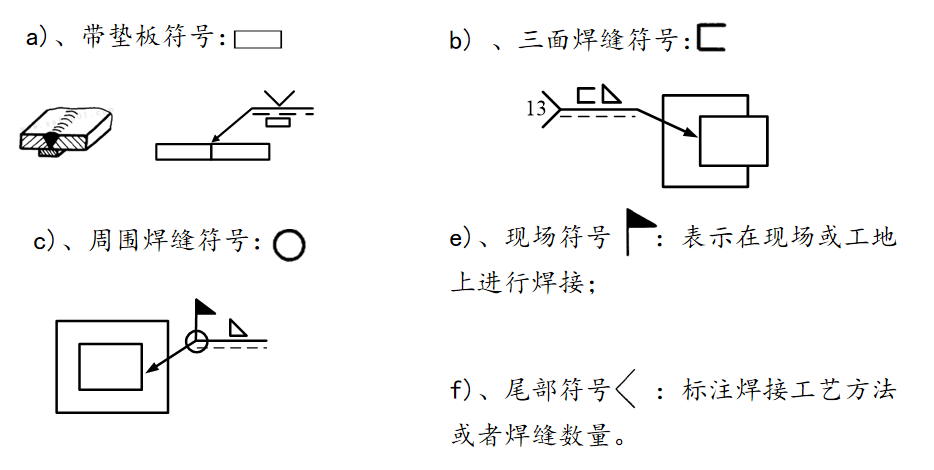
补充符号是为了补充说明焊缝的某些特征而采用的符号,一共有5个。
 / M7 {& J2 y7 t
/ M7 {& J2 y7 t
7 C0 I" _! c" r& w: a- W
特殊符号是为了满足某些特殊情况而规定的焊缝符号,共有4个。
1 ^ J$ v9 s5 K3 P# q L6 a4 H
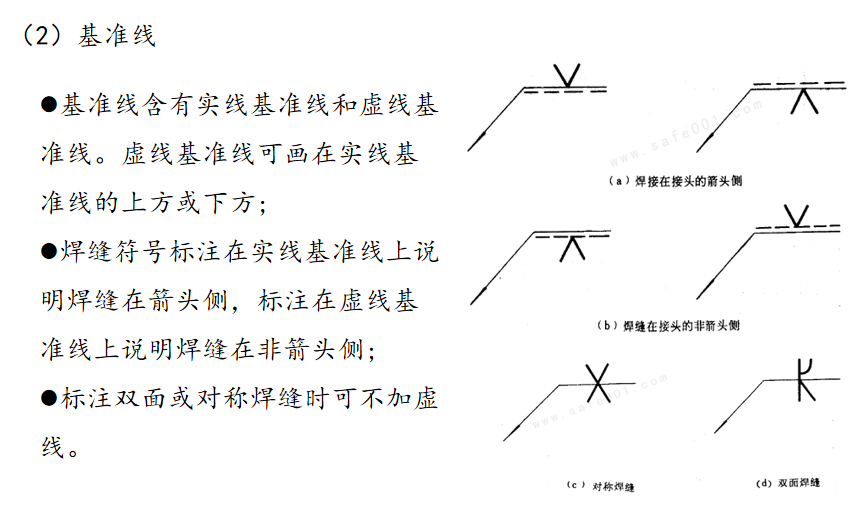
* ]8 `9 C9 q7 i. G1 A4.指引线及其标注
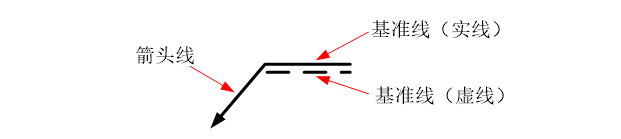
指引线由箭头线和基准线组成
5 f: [4 q5 i; r9 T) i0 Z7 U
U+ y' `" F j- D) r3 E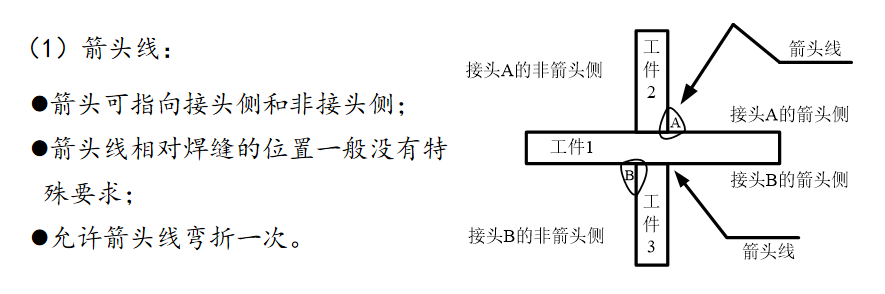 8 d9 p8 ^9 H/ @$ z
8 d9 p8 ^9 H/ @$ z
, c, ]' X0 b' \1 o( _
 ' G: z, a* U2 _- @0 F
' G: z, a* U2 _- @0 F
9 ?( u" F. s3 `3 C$ D
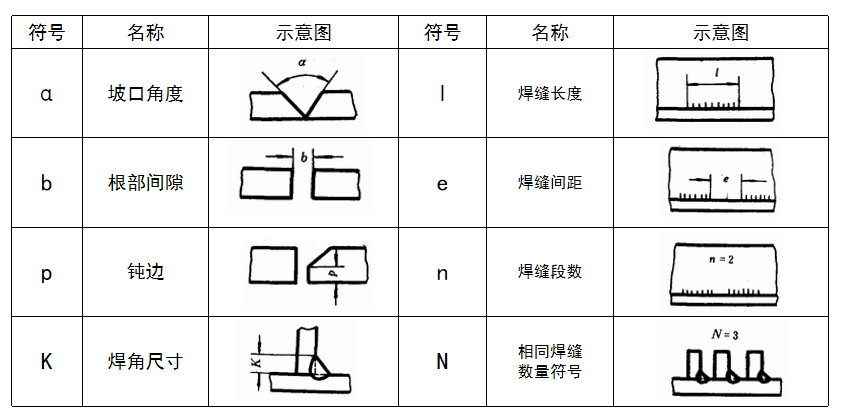
5.焊缝尺寸符号及其标注
焊缝标注有必要时可附带有焊缝尺寸符号及数据。焊缝尺寸符号共有16个(详见GB/324-88),例如:
' }$ g% c! z) t# W3 n a( z/ | y e. k7 Z$ d
焊缝尺寸符号及数据的标注原则(如图):
焊缝横截面上的尺寸标注在基本符号的左侧;长度方向的尺寸标在右侧;
坡口角度、坡口面角度、根部间隙等尺寸标在基本符号的上侧或下侧。
相同焊缝数量的符号标在尾部。

# H6 t* \+ A2 p
7 F9 V& e9 [0 s9 R; E! ^8 [( i2 U9 {在基本符号的右侧无任何标注且又无其他说明时,意味着焊缝在工件的整个长度上是连续的;
在基本符号的左侧无任何标注且又无其他说明时,表示对接焊缝要完全焊透。
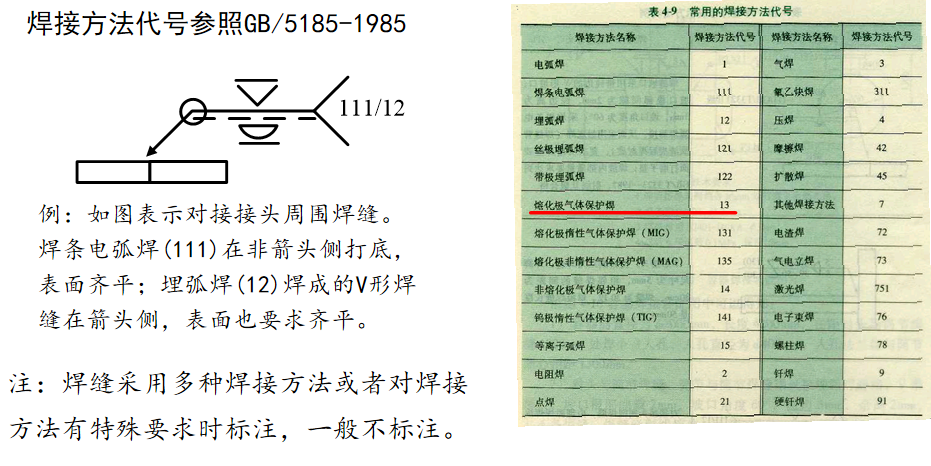
6.焊接方法代号
 8 t) b1 I3 _6 d# n1 b* |- J5 u$ Q
8 t) b1 I3 _6 d# n1 b* |- J5 u$ Q
. `' u+ n! I; O! L$ p7.焊接标注说明
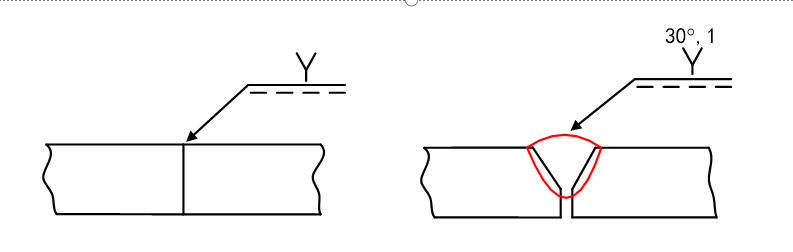
坡口尺寸的标注
对一般焊缝,只标注基本符号,不标注坡口尺寸,坡口尺寸由工艺决定;对有强度、气密性等要求的焊缝或受结构限定的特殊坡口,应标注坡口尺寸,必要时用图示法绘制坡口结构图。
' g0 _; G9 \" l
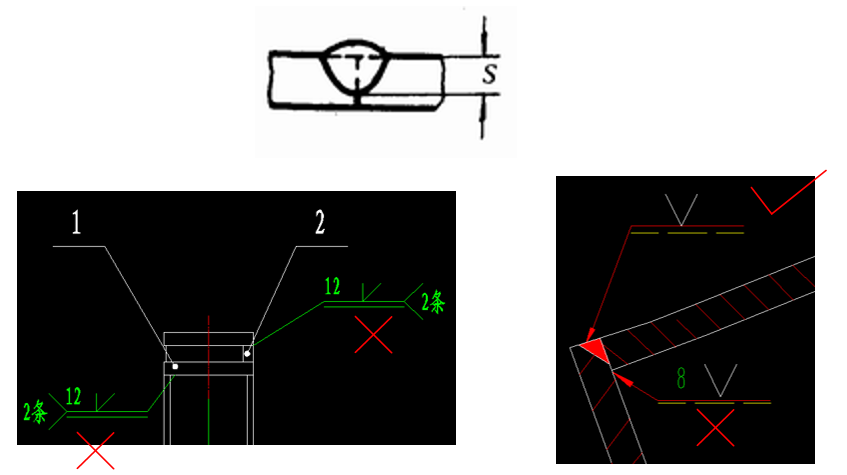
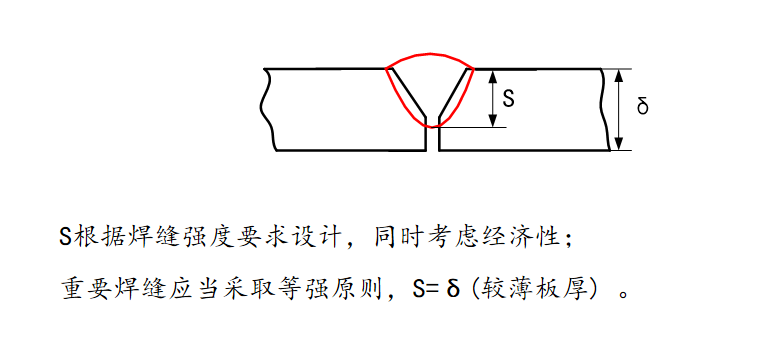
1 f" ~" z. \& g' k5 u: s0 g1 [( P对接焊缝有效厚度S由工艺保证,焊后无法测量,一般不标注。
% m! C' U% d1 ^3 B' N" J) i
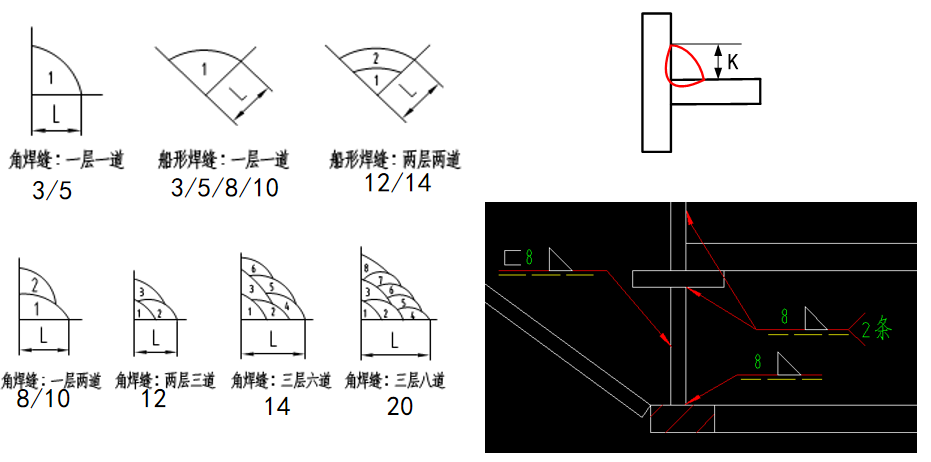
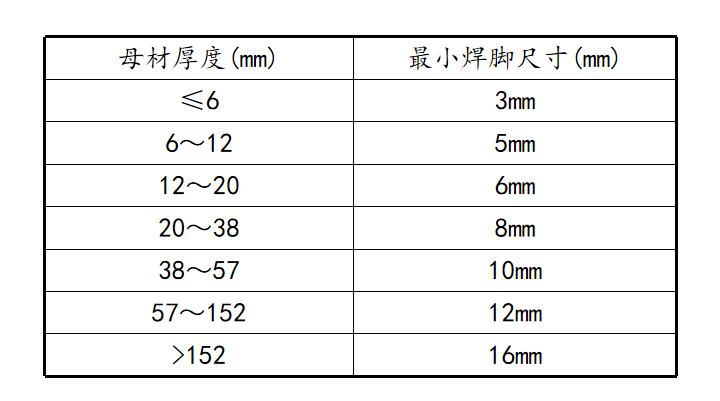
7 ]3 m5 U H) W8 b3 C; Z焊脚尺寸K的大小一般为:3、5、8、10、12、14、20
/ n: i7 \4 I- F6 ?3 L* X( j) X+ v, C3 m4 t+ s! U9 @7 f( [8 g
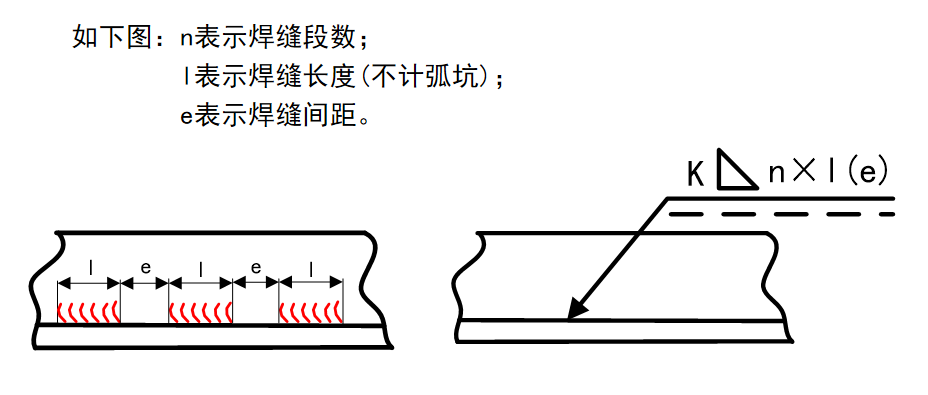
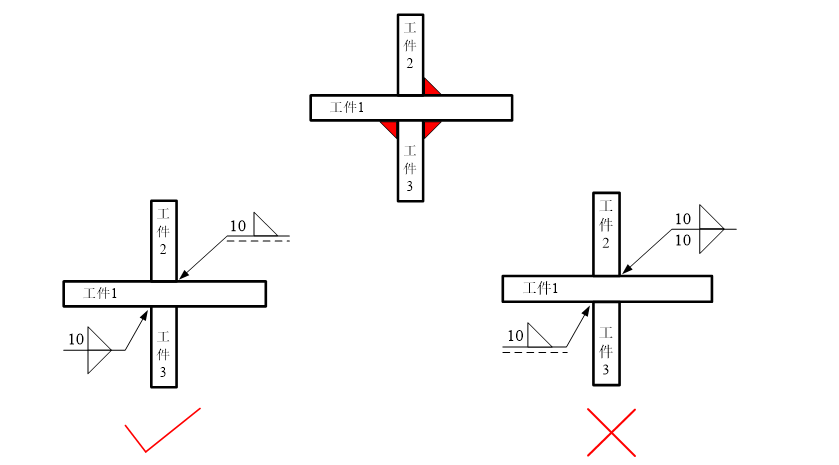
断续焊缝的标注
2 B1 [8 h- z6 M* z! ~) c! t8 Y6 D# W
常见的焊缝标注错误
 - ^4 j6 e( X9 U* c4 y5 s8 r
- ^4 j6 e( X9 U* c4 y5 s8 r
7 W! j" \# w' u
( v6 d0 h4 h# A+ V+ `( k8 d9 |& V1 D. z5 y; _- F: N9 m% P4 E9 P
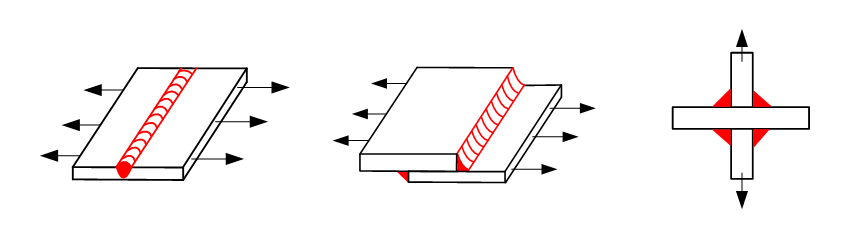
焊缝设计原则在设计焊缝尺寸大小及其接头形式时,首先要确定是工作焊缝还是联系焊缝。
工作焊缝:与被连接的元件是串联的,它承担着传递全部载荷的作用,一旦断裂,结构就会失效,其应力称为工作应力。
 / p7 D$ g. G3 Q& r# A
/ p7 D$ g. G3 Q& r# A
. T% c6 [6 I0 S, [6 v; E& @1 z
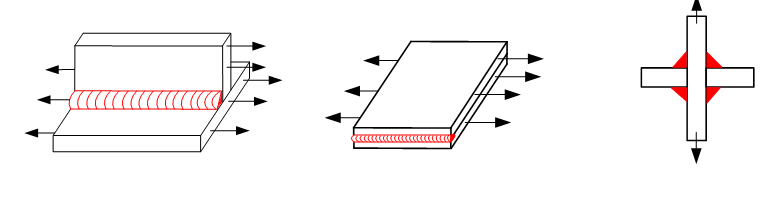
联系焊缝:焊缝与被连接件是并联的,它传递很小的载荷,主要起元件之间的相互联系的作用,焊缝一旦断裂,结构不会立即失效,其应力称为联系应力。
5 n1 s& }1 k q' q, ]
8 W; D' Y. l( m7 f- X. l8 B- 工作焊缝必须进行焊缝强度计算;
- 联系焊缝则需考虑经济性而减小、减短焊缝;
- 具有双重性的焊缝,既有工作应力又有联系应力,则只计算工作应力,而不考虑联系应力;
5 W% b- @' Y% a! R
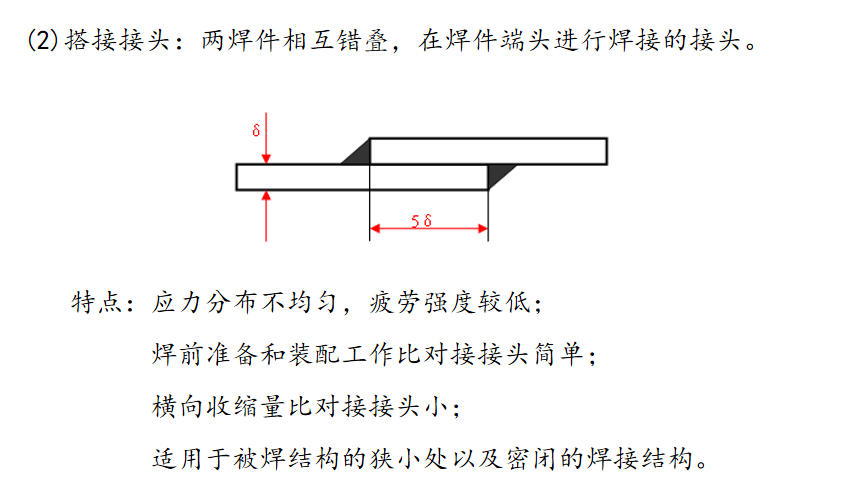
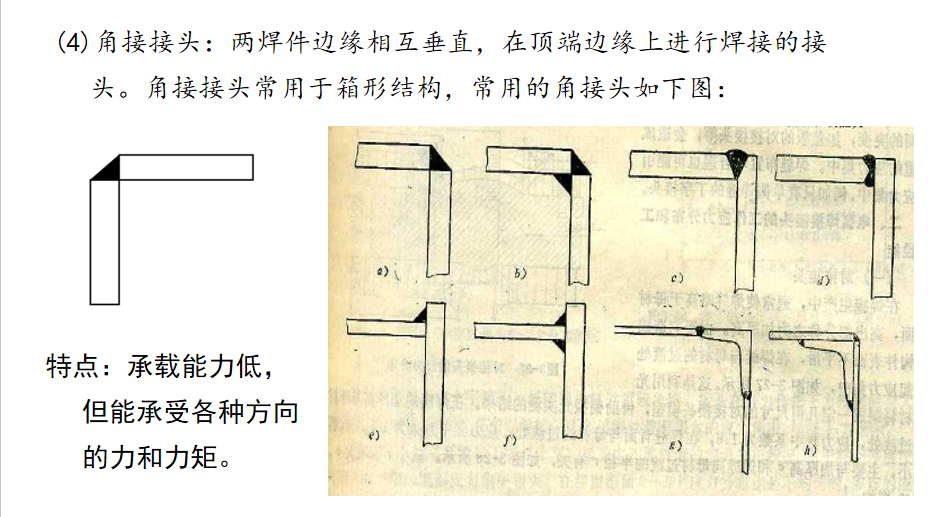
焊接接头形式可以分为:对接接头;搭接接头;T形接头;角接接头。不同的接头形式承载能力和应力分布情况不同。

% e8 I+ j1 m) b M& S- K: m% i" ^( n- e! c+ k
 + \. v4 k0 y' _$ A# B) L
+ \. v4 k0 y' _$ A# B) L
4 L8 N! A9 w, T: b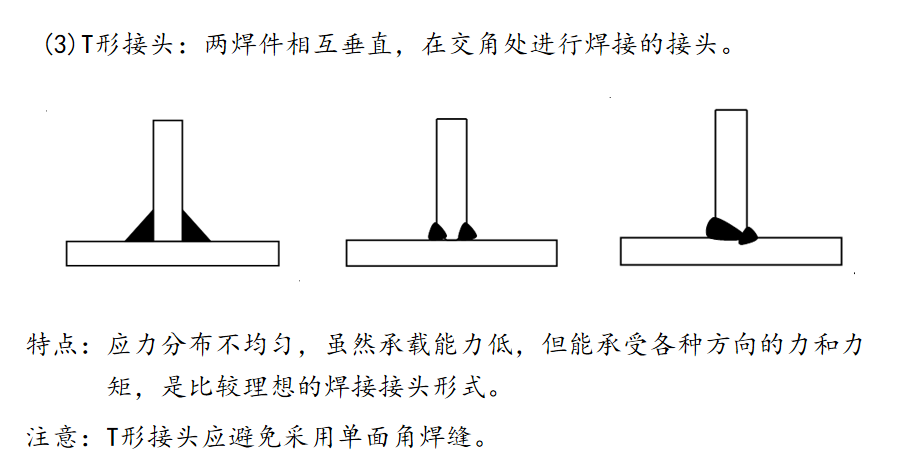 / Y$ A' m9 D/ N' v
/ Y$ A' m9 D/ N' v
7 a# ^! i, m8 q+ A0 ~7 g
 . x* C2 w' N6 I( T9 X6 M
. x* C2 w' N6 I( T9 X6 M
& p' `5 `" w/ X7 q8 @ _& t& G1 [坡口的设计
坡口作用:主要是增大熔深,提高焊缝截面的有效厚度

, @1 M9 S/ k$ R0 t, \: y& s& i. ?7 j: ~/ M! @- Z" F2 S
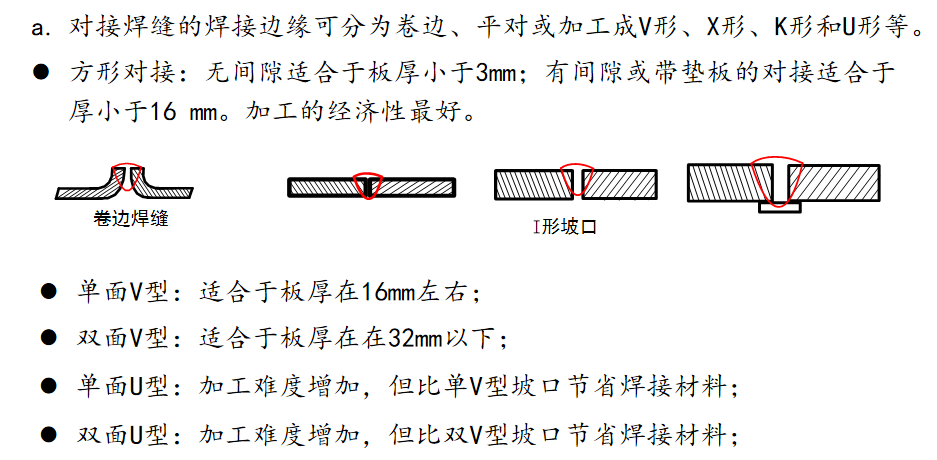
坡口形式:
1 b4 v, I0 ?* \: e
# D' C) S- |& _" b& o) z: S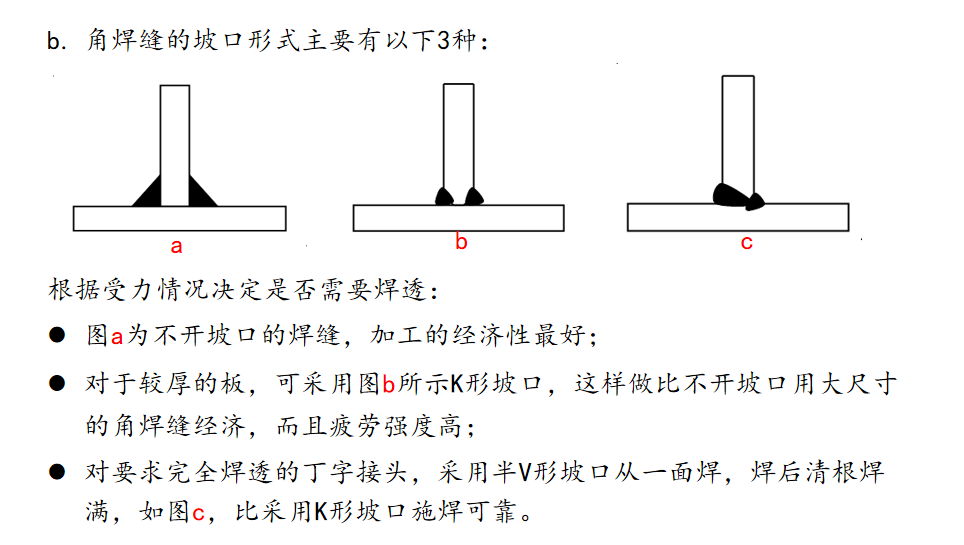 ! B, x& h' M' z+ F$ p" N2 v: }
! B, x& h' M' z+ F$ p" N2 v: }
" z/ _3 v' P8 c0 \9 [9 C) r
坡口设计原则:
- 经济性原则:在满足强度要求的前提下,选择合理的接头和坡口,减少焊材的填充量,提高焊接效率。
- 考虑坡口加工:优先选择便于加工的坡口,如V形、X形。U形和双U形坡口,加工相对困难。
- 避免焊接缺陷:采用不适当的坡口形式容易产生焊接缺陷。比如:坡口角度过大,致使焊接热输入大,工件变形;钝边过高,不能完全熔透,残留的钝边即成了缺陷源。
6 [% y4 j! K5 `' x
焊缝大小的的设计
对接焊缝的有效厚度S如下图:
 " f" }/ u2 `+ s- R& \6 L
" f" }/ u2 `+ s- R& \6 L
& j$ P! b8 ^) o最小焊脚尺寸
 % m( Z$ L9 y6 P1 j1 W5 A- n
% m( Z$ L9 y6 P1 j1 W5 A- n
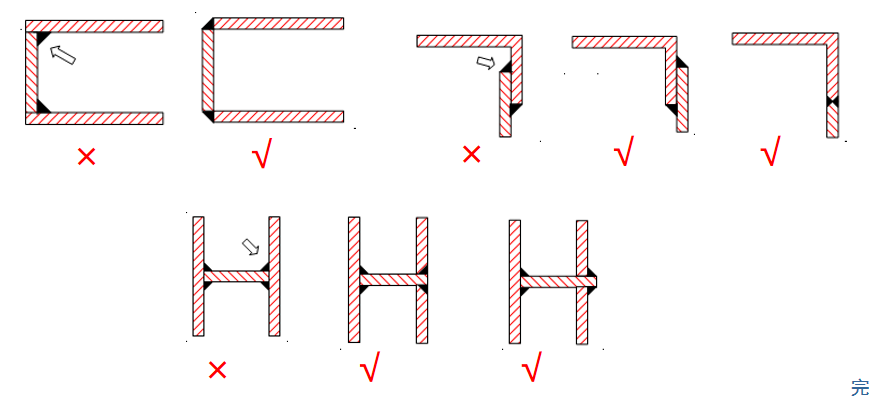
* T- Y( j( |5 l% V- z考虑可操作性
接头位置设计不当,造成焊工无法操作或施焊困难,势必导致焊接缺陷,为此设计时要考虑操作空间。
; m6 n2 Z, Z/ f, {1 W' r" a! E6 v( R1 ~7 d) ?; z8 Z ]- ^
7 {0 v" \+ u8 y5 g2 L* h& O